


Digital Torque Meter Calibration
Accuracy across the range
How Digital Torque Meter calibration works
- Intake & visual inspection
- Environmental stabilization
- As-found measurement
- Comparison to NIST-traceable standards
- Adjustment if required
- As-left results & certificate
Your calibration, covered
In-lab vs on-site calibration
In-lab calibration
- Accredited bench with full reference standards
- Best achievable measurement uncertainties
- Pickup & return logistics handled
- Ideal for precision and reference work
On-site calibration
- We calibrate the Digital Torque Meter at your facility
- No shipping risk or transit downtime
- As-found data captured before any move
- Ideal for fixed, large or sensitive assets
In-depth guide
In highly regulated industrial manufacturing, minor measurement drift in assembly line tools can lead to joint failures, devastating product recalls, and severe compliance audit non-conformances. Performing routine digital torque meter calibration prevents these catastrophic structural errors by maintaining absolute traceability to national standards. Implementing certified electronic torque meter calibration protocols guarantees your fastening processes remain precise, while opting for professional onsite torque calibration services or partnering with an accredited torque calibration laboratory near me ensures uninterrupted compliance and optimal product safety.
Device Overview & Industrial Role
Digital torque meters and analyzers serve as the primary defensive line against fastening failures in aerospace, automotive, and medical device manufacturing. These instruments use internal strain gauge transducers to convert mechanical torque into an electrical signal, which is then digitized and processed. Maintaining these systems to precise operational standards ensures consistent joint integrity across critical assembly lines. When selecting an external calibration partner or searching for a certified torque calibration laboratory near me, metrology engineers must verify the provider’s specific capabilities. High-quality instruments like the Mountz LTT or CDI Torque Products transducers require advanced calibration systems to accurately capture dynamic torque peaks. Without precise calibration, electronic sensors will slowly experience measurement drift due to sensor fatigue, thermal changes, and mechanical stress.METROLOGICAL DEFINITION: METROLOGICAL TRACEABILITY
The property of a measurement result whereby the result can be related to a reference through a documented unbroken chain of calibrations, each contributing to the measurement uncertainty.
METROLOGICAL DEFINITION: MEASUREMENT UNCERTAINTY
A non-negative parameter characterizing the dispersion of the quantity values being attributed to a measurand, based on the information used, typically expressed with an expanded coverage factor k equals 2 representing a confidence level of approximately 95 percent.
Understanding the Standards: ASME B107.300 vs. ISO 6789
ASME B107.300 and ISO 6789 are the primary global standards governing torque tool calibration. ASME B107.300 focuses on American manufacturing requirements and mechanical performance, while ISO 6789 establishes rigorous international guidelines, split into design conformance (Part 1) and strict measurement uncertainty requirements (Part 2). The American Society of Mechanical Engineers standard, ASME B107.300, provides a comprehensive framework for the manufacturing and testing of torque instruments. It specifies accuracy limits and environmental testing conditions suited for heavy industrial applications. Compliance with this standard ensures that electronic torque tools perform reliably within specified industrial tolerances. In contrast, the International Organization for Standardization standard, ISO 6789, is divided into two distinct parts that place different demands on laboratories. Part 1 governs the technical requirements and compliance testing for manufacturers of torque tools. Part 2 introduces strict guidelines for determining the exact measurement uncertainty of each individual tool. Failing to use a laboratory that understands these critical distinctions often leads to audit non-conformances. For instance, electronic torque meter calibration standards under ISO 6789 Part 2 require detailed calculations of repeatability, reproducibility, and physical adapter variations. Selecting an expert calibration provider ensures that these complex factors are fully calculated and documented for your records.Step-by-Step: The Metrology Behind Digital Torque Meter Calibration
Calibrating a digital torque meter requires a highly structured metrological procedure to guarantee accuracy. This multi-phase process includes thermal stabilization, pre-loading to exercise internal strain gauges, multi-point bidirectional verification cycles, and rigorous uncertainty calculations to verify complete compliance with international standards.1. Pre-Conditioning and Temperature Stabilization
Pre-conditioning ensures the digital torque meter achieves thermal equilibrium with the calibration laboratory environment. Because temperature fluctuations alter the physical properties of strain gauges and metals, stabilizing the tool for several hours prevents thermal expansion from distorting your final calibration measurements. Thermal equilibrium is crucial because small changes in ambient temperature affect the sensitivity of electronic transducers. The instrument under test must remain in the climate-controlled laboratory for a minimum of four hours. The laboratory temperature must stay stable within plus or minus one degree Celsius during this stabilization window.2. Exercising the Tool (Pre-loading)
Exercising the torque tool involves applying full-scale load cycles before taking official measurements. This pre-loading process stabilizes the mechanical joint of the transducer, aligns internal strain gauges, and eliminates mechanical hysteresis, ensuring highly repeatable and stable readings during subsequent testing. Technicians must exercise the digital torque meter to its maximum capacity three to five times. This process clears any mechanical stress remaining from storage or transportation. It also verifies that the internal Wheatstone bridge circuits respond dynamically and predictably to applied loads.3. Multi-Point Verification Cycles
Multi-point verification involves applying precise test loads at distinct intervals of the meter’s capacity. Technicians execute measurements at twenty percent, sixty percent, and one hundred percent of maximum scale in both clockwise and counterclockwise directions to map accuracy across its full operational range. During electronic torque meter calibration, technicians analyze the performance of the device at these specific increments. Each test point requires a series of five successive readings to evaluate repeatability. This detailed process is performed for both directions to ensure operational integrity in all fastening situations.4. Hysteresis and Uncertainty Analysis
Hysteresis and uncertainty analysis evaluates differences in measurement readings when approaching test points from opposite directions. The laboratory aggregates factors like repeatability, environmental conditions, and master transducer stability to calculate the expanded measurement uncertainty for an audit-proof calibration certificate. The final stage involves calculating the standard deviation of all collected data points. Technicians combine these statistics with the master transducer’s calibration certificate uncertainty. This generates a total expanded uncertainty budget, certifying that the tool meets its required performance tolerance.Technical Classification Table: Manufacturer Roles and Sensor Types
The table below outlines the primary industrial applications, sensor technologies, and key focus areas for popular industrial digital torque analyzer and meter models during calibration procedures.| Instrument Model | Primary Industry Application | Sensor Technology | Calibration Focus Area |
|---|---|---|---|
| Mountz LTT 100 | Laboratory Analysis and R&D Testing | Rotary Torque Transducer | Signal processing stability and peak torque verification |
| CDI 2000-1-02 | High-Volume Production Line Verification | Inline Strain Gauge Transducer | Joint integrity analysis and operational repeatability |
| Sturtevant Richmont System 8 | Primary Lab Metrology Reference Standard | High-Precision Reference Sensor | Multi-point traceability and uncertainty budget verification |
In-House Torque Verification vs. Accredited Laboratory Calibration
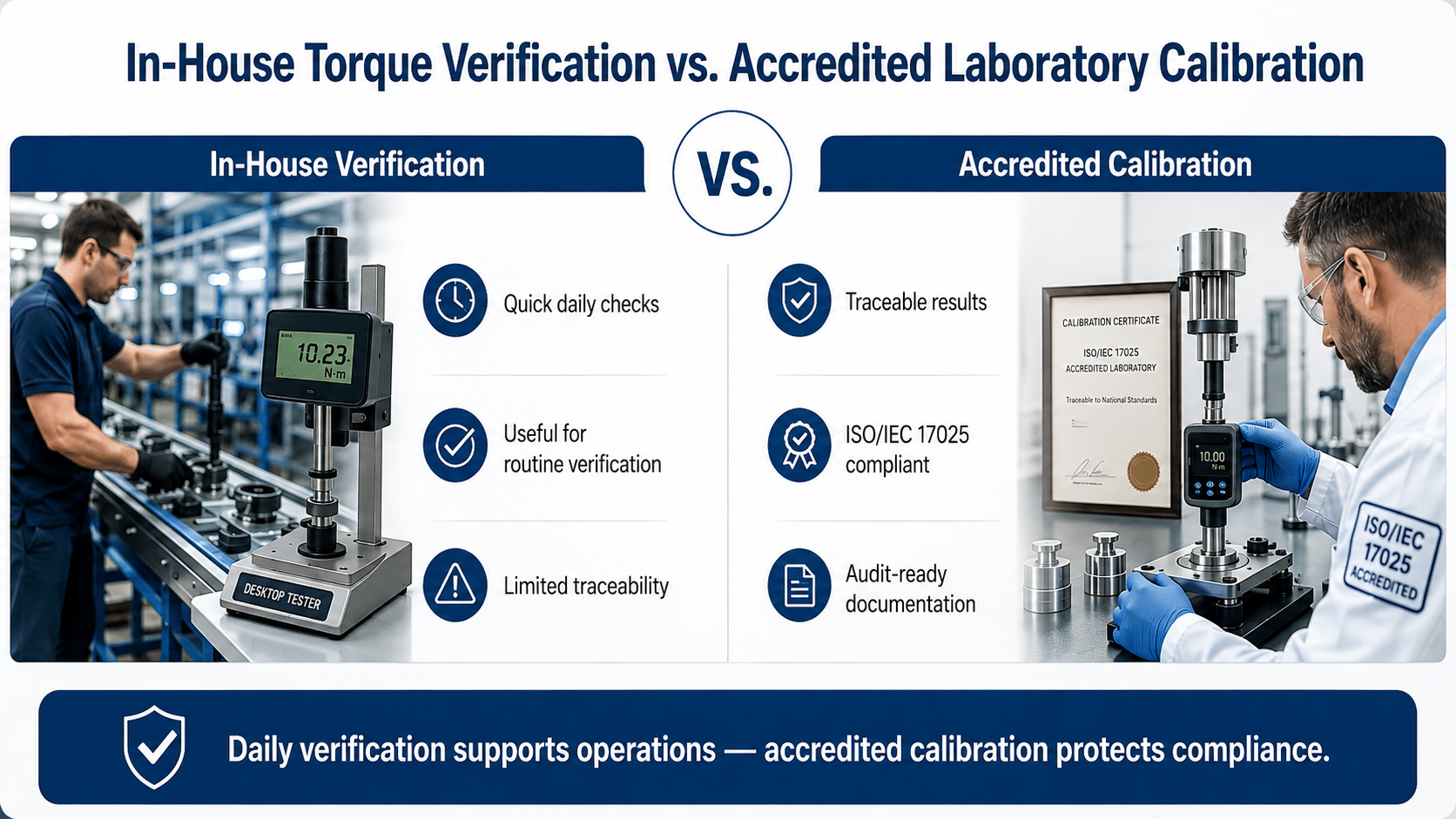 In-house verification provides quick daily checks of assembly line tools but lacks traceability. Accredited laboratory calibration provides a legally binding, traceably documented assessment of measurement uncertainty, which is essential for satisfying strict quality audits and preventing critical liabilities in regulated manufacturing industries.
Many production managers consider purchasing a desktop tester to perform internal calibrations. While useful for daily verification checks, desktop testers cannot replace a formal calibration process. True metrological calibration requires specialized environmental controls, highly stable reference standards, and strict adherence to ISO/IEC 17025.
Performing a compliant digital torque meter calibration requires controlled laboratory environments to prevent errors. Utilizing accredited onsite torque calibration services is a robust alternative for businesses wishing to avoid shipping sensitive equipment. This provides traceable calibration at your facility, ensuring that your reference standards remain undamaged during transit.
Furthermore, the hidden costs of managing in-house calibration often exceed the price of professional services. Maintaining reference standards, training technicians, and documenting complex uncertainty budgets demands significant resources. If an audit uncovers a non-conformance, the resulting liability can easily damage your company’s market reputation.
In-house verification provides quick daily checks of assembly line tools but lacks traceability. Accredited laboratory calibration provides a legally binding, traceably documented assessment of measurement uncertainty, which is essential for satisfying strict quality audits and preventing critical liabilities in regulated manufacturing industries.
Many production managers consider purchasing a desktop tester to perform internal calibrations. While useful for daily verification checks, desktop testers cannot replace a formal calibration process. True metrological calibration requires specialized environmental controls, highly stable reference standards, and strict adherence to ISO/IEC 17025.
Performing a compliant digital torque meter calibration requires controlled laboratory environments to prevent errors. Utilizing accredited onsite torque calibration services is a robust alternative for businesses wishing to avoid shipping sensitive equipment. This provides traceable calibration at your facility, ensuring that your reference standards remain undamaged during transit.
Furthermore, the hidden costs of managing in-house calibration often exceed the price of professional services. Maintaining reference standards, training technicians, and documenting complex uncertainty budgets demands significant resources. If an audit uncovers a non-conformance, the resulting liability can easily damage your company’s market reputation.
Managing Torque Drift & Calibration Intervals
Managing torque drift requires establishing periodic calibration intervals based on tool usage, environmental exposure, and historical drift data. When an instrument fails a check, a formal Out-of-Tolerance protocol must be initiated to trace and evaluate all products assembled since the last passing verification. Torque drift is the gradual change in sensor performance over time due to wear, electrical aging, and mechanical stress. Establishing a reliable interval for electronic torque meter calibration prevents critical measurement drift from compromising your assembly lines. Most facilities implement a standard twelve-month cycle, though high-intensity operations often require quarterly schedules. If an instrument is found to be Out-of-Tolerance (OOT) during testing, you must act quickly. A standard OOT protocol requires identifying all assembly batches processed with that specific meter since its last successful calibration. Technicians must inspect those joints to verify that no structural hazards exist on finished goods.Key Features of an Audit-Proof Torque Calibration Certificate
An audit-proof torque calibration certificate must contain complete NIST traceability records, detailed environmental logs, and a clear statement of expanded measurement uncertainty. Additionally, it must feature the logo of an recognized accreditation body, such as A2LA or NVLAP, alongside a unique certificate tracking number. When you search for a certified torque calibration laboratory near me, you should carefully evaluate the certificates they issue. A simple pass or fail sticker is insufficient to pass rigorous industrial quality audits. The document must contain several distinct points of metadata to satisfy modern quality systems like ISO 9001 and IATF 16949. An audit-proof calibration certificate must display:- A unique certificate number and clear equipment identification.
- The exact NIST-traceable reference standard numbers used during the process.
- Recorded laboratory environmental conditions including temperature and relative humidity.
- An explicit statement of expanded measurement uncertainty where the coverage factor k equals 2.
- The official logo of an recognized accreditation body and the laboratory’s certificate number.
Digital Torque Calibration FAQs
What is the recommended calibration interval for digital torque meters?
Most manufacturers recommend a twelve-month calibration interval for digital torque meters under normal operating conditions. However, critical applications with high cycle counts or severe environments may require shorter intervals of three to six months to prevent excessive measurement drift and maintain compliance. This standard interval is typically sufficient to capture minor sensor drift before it exceeds tolerance. Quality managers must adjust these intervals based on continuous drift history and tool usage density. If a tool is subjected to physical drops or overloading, it must be recalibrated immediately.What is the difference between calibration and verification?
Calibration is a comprehensive metrological process that establishes traceability and calculates measurement uncertainty against national standards. Verification is a simple functional check performed to confirm an instrument meets manufacturer specifications, but it does not establish formal traceability or yield an audit-proof certificate. Verification typically involves a single-point test on a desktop tester before a shift begins. It ensures that the tool is operational but does not satisfy strict international auditing standards. Formal calibration must be completed by an accredited laboratory using calibrated reference standards.How does temperature affect digital torque meters?
Temperature directly affects the electrical resistance of internal strain gauges and the elasticity of metallic transducers. Uncontrolled thermal fluctuations introduce measurement drift, which is why calibration must occur in a highly regulated environment maintained within plus or minus one degree Celsius. Even small temperature changes can skew readings, causing false passes or failures. Standard laboratories run strict climate control systems to keep testing conditions completely stable. This control guarantees that physical variations do not interfere with the evaluation of sensor electronics.Can onsite torque calibration services achieve the same accuracy as laboratory environments?
Onsite torque calibration services can achieve high accuracy if the mobile laboratory replicates strict environmental controls. While highly convenient for reducing downtime, field calibrations often carry higher measurement uncertainty due to ambient vibrations and temperature fluctuations compared to stationary, climate-controlled laboratories. If your workflow requires continuous availability, accredited onsite torque calibration services deliver traceable results without shipping delays. However, engineers must review the provider’s field measurement uncertainty capabilities beforehand. Highly critical primary reference standards should still be calibrated inside a controlled metrology laboratory.How do I choose the best torque calibration laboratory near me for ISO compliance?
To choose the best local metrology facility, verify they hold ISO/IEC 17025 accreditation from a recognized body. Ensure their published scope of calibration covers the specific torque range, accuracy class, and target uncertainty required for your electronic torque measurement instruments. When looking for a torque calibration laboratory near me, always ask for their official scope of accreditation. This document outlines the exact measurement parameters they are legally certified to test. Working with an accredited laboratory guarantees that your records will withstand scrutiny during rigorous corporate audits.Need Certified Torque Calibration? Get an Audit-Ready Quote
Our certified metrology laboratory offers comprehensive, ISO/IEC 17025 accredited calibration services to protect your operations. Contact our expert team today to discuss your technical specifications, receive an audit-ready quote, or schedule rapid onsite calibration services tailored to your production timeline. Maintaining the accuracy of your digital torque meters is essential for product safety, process control, and international audit compliance. Our senior metrology technicians utilize state-of-the-art calibration systems to deliver traceable and highly precise results. We provide extensive calibration documentation designed to pass critical quality inspections with ease. Protect your manufacturing operations from the financial and reputational damage of joint failures. Contact us today to establish your tailored digital torque meter calibration schedule and experience unmatched metrological service.Frequently asked questions
What is Digital Torque Meter Calibration?
How often should a Digital Torque Meter be calibrated?
What standards apply to Digital Torque Meter Calibration?
What is included on the certificate?
Can you calibrate the Digital Torque Meter on-site?
Need Digital Torque Meter calibration?
ANAB-accredited, NIST-traceable, fast turnaround — in-lab or on-site across the USA.
Contact us for a quoteReferences & industry standards
- ISO/IEC 17025 testing & calibration laboratory requirements
- NIST calibration services and measurement traceability
- NIST Mass and Force Group
- A2LA / ANAB accreditation for calibration laboratories
External standards bodies. Techmaster Electronics is an ISO/IEC 17025-accredited, NIST-traceable calibration laboratory.

Khanh Nguyen is the Marketing Manager at Techmaster Electronics, a B2B marketing leader covering the test & measurement and ISO/IEC 17025 accredited calibration industry across the US and Vietnam markets.
