


TL;DR: Calibration verifies that an instrument reads true against a traceable reference standard, correcting bias. Gage R&R (a measurement systems analysis, or MSA) quantifies how much variation your operators and the gage itself add when measuring real parts. They answer different questions, so a quality system needs both — and a valid Gage R&R depends on the gage being calibrated first.
What does calibration actually verify?
In an ISO/IEC 17025 accredited calibration, a laboratory takes your instrument — a caliper, a torque wrench, an oscilloscope, an RF power meter — and measures a set of reference artifacts or signals whose values are traceable to national standards held by NIST. The certificate reports the as-found reading, the as-left reading after any adjustment, and the measurement uncertainty of the calibration itself.
What calibration establishes is accuracy and traceability: a documented, unbroken chain from your gage back to a primary standard. It is a property of the instrument in a controlled environment (typically 23 °C), performed by a metrology lab. It says nothing about the two people on your line who read the same part and disagree by 0.02 mm. For how to interpret that certificate, see our guide on how to read an ISO/IEC 17025 calibration certificate.
What is a Gage R&R (MSA) study measuring?
Gage R&R is the core tool of Measurement Systems Analysis (MSA), the discipline formalized in the AIAG MSA Reference Manual and the international standard ISO 22514-7:2021. A typical crossed study has 2–3 operators each measure 10 parts 2–3 times in randomized order. The analysis partitions the total observed variation into part-to-part variation and measurement-system variation, then expresses the measurement error as a percentage of tolerance or total variation.
Crucially, Gage R&R is done in your environment, with your operators, on your parts — not in a metrology lab. It captures real-world sources of error that a bench calibration never sees: operator technique, part fixturing, ambient conditions on the shop floor, and the resolution of the gage in practice. The NIST/SEMATECH e-Handbook covers these gauge-study components — repeatability, reproducibility, bias, linearity, and stability — in detail.
How are calibration and Gage R&R different?
The clearest way to see the distinction is side by side.
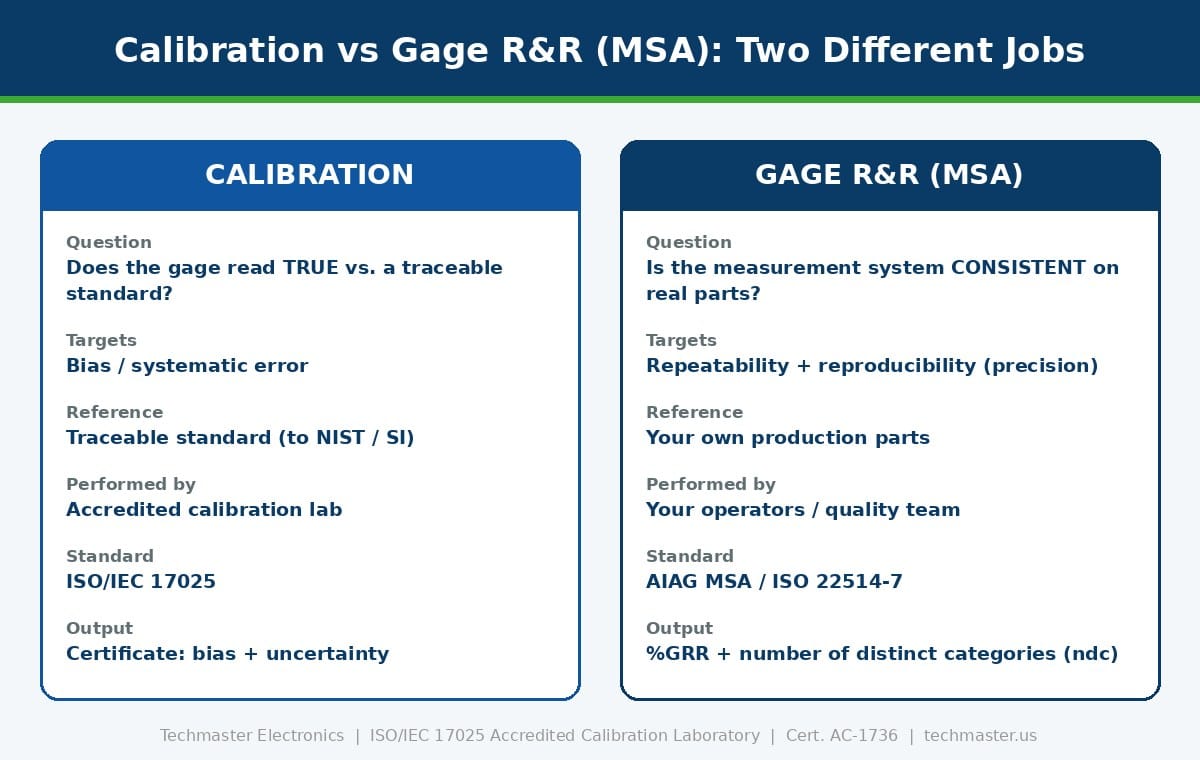
| Dimension | Calibration | Gage R&R (MSA) |
|---|---|---|
| Question answered | Does the gage read true vs. a reference? | How much variation does the measurement system add? |
| Error type targeted | Bias / systematic error | Repeatability + reproducibility (precision) |
| Reference used | Traceable standard (to NIST/SI) | Your own production parts |
| Who performs it | Accredited calibration lab | Your operators / quality team |
| Where | Controlled lab (~23 °C) | Actual point of use |
| Governing standard | ISO/IEC 17025 | AIAG MSA / ISO 22514-7 |
| Typical trigger | Scheduled interval / due date | New gage, new operators, PPAP, process change |
| Primary output | Certificate with bias & uncertainty | %GRR and number of distinct categories (ndc) |
Notice the two are not competing — they close different gaps. A perfectly calibrated caliper can still fail a Gage R&R if two operators clamp it differently. And a gage with an excellent Gage R&R can still be reporting biased values if it was never calibrated against a traceable standard.
Do you need both calibration and Gage R&R?
Think of it as a two-part guarantee on every number your quality data contains. Calibration answers “is the ruler marked correctly?” Gage R&R answers “do we all read the ruler the same way, closely enough to matter?” A defensible measurement decision needs a “yes” to both.
Consider the failure modes: if you run Gage R&R but skip calibration, your operators may agree beautifully on a reading that is systematically 0.05 mm too high — consistent scrap or consistent escapes. If you calibrate but never run an MSA, your gage is traceably accurate but you have no idea whether the measurement noise is swamping a tight tolerance. This is the same distinction that drives test uncertainty ratio and decision rules on the calibration side.
What are the Gage R&R acceptance criteria?
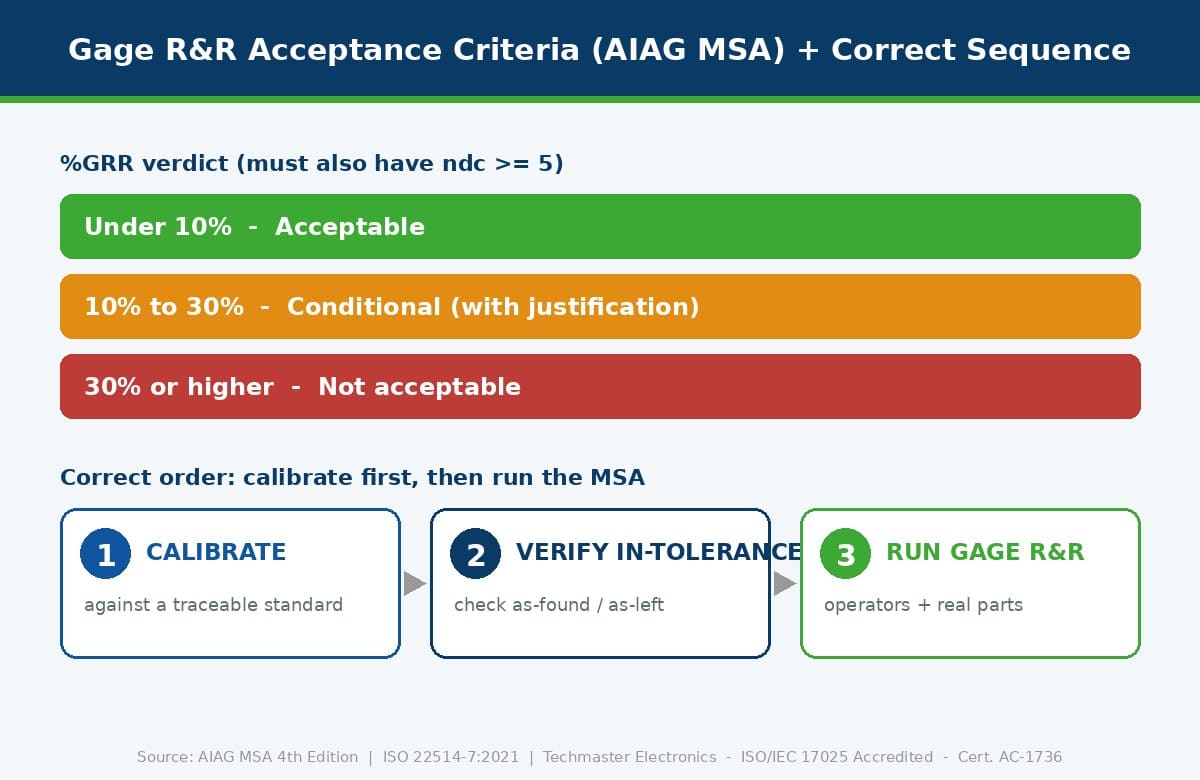
The two headline metrics are %GRR (measurement variation as a percent of total or tolerance) and ndc (how many distinct groups of parts the system can reliably tell apart). AIAG sets both thresholds; you must meet both.
| %GRR result | Verdict | What to do |
|---|---|---|
| Under 10% | Acceptable | Measurement system is fit for use. |
| 10% to 30% | Conditional | May be accepted for non-critical characteristics with documented customer approval, weighing gage cost and criticality. |
| 30% or higher | Not acceptable | Improve the system — fixturing, operator training, gage resolution — and re-study. |
| ndc below 5 | Fails on its own | System cannot resolve enough part categories, even if %GRR looks good. |
Note: %GRR is a precision metric. It says nothing about bias — which is exactly why a current calibration is assumed before the study begins.
Why must calibration come before a Gage R&R study?
The AIAG MSA methodology explicitly treats a calibrated, in-tolerance gage as a precondition. Bias and linearity — both addressed by calibration — are separate from the repeatability and reproducibility that Gage R&R isolates. Run the MSA on an uncalibrated gage and you get a precise measurement of the wrong value, which is arguably more dangerous than obvious noise because it looks trustworthy.
The correct sequence for any new or returned gage is: (1) calibrate against a traceable standard and confirm it is in tolerance — ideally through an ISO/IEC 17025 accredited calibration; (2) verify the as-found vs as-left data shows the gage was within limits or was adjusted; then (3) run the Gage R&R with your operators and parts. Techmaster’s four ANAB-accredited laboratories (Cert. AC-1736) handle step one so your MSA rests on a traceable foundation.
What do quality managers get wrong about the two?
Three recurring mistakes we see across manufacturing quality systems:
1. “It’s calibrated, so it’s good”
A calibration sticker confirms traceable accuracy on the calibration date — nothing about operator reproducibility, fixturing, or resolution in your process. Those require an MSA.
2. Running Gage R&R on an out-of-cal gage
A study that passes on a biased instrument certifies precise-but-wrong data. Always confirm current calibration first.
3. Ignoring the calibration interval after a good MSA
A passing Gage R&R does not extend the calibration due date. Drift is a bias problem that only calibration catches — see our calibration services overview for the disciplines Techmaster covers, and how to set reliability-based calibration intervals.
Key takeaways
- Different questions: Calibration = “is the gage accurate vs. a traceable standard?” Gage R&R = “is the measurement system consistent on real parts?”
- Different error types: Calibration targets bias; Gage R&R targets repeatability and reproducibility (precision).
- You need both: Accurate-but-noisy or consistent-but-biased data both lead to bad pass/fail decisions.
- Sequence matters: Calibrate to a traceable standard first, then run the MSA — Gage R&R assumes the gage is already accurate.
- Acceptance: AIAG MSA — %GRR under 10% and ndc ≥ 5 to pass; 10–30% conditional; ≥ 30% reject.
- Traceability anchor: Techmaster’s four ANAB-accredited labs (ISO/IEC 17025, Cert. AC-1736) provide the traceable calibration your MSA depends on.
Frequently asked questions
Is Gage R&R part of calibration?
No. Calibration compares an instrument to a traceable reference standard to establish accuracy and correct bias, and is performed by a calibration lab. Gage R&R is a separate study, run in your own environment with your operators and parts, that measures how much variation the measurement system adds. They are complementary but distinct activities governed by different standards.
Can a calibrated gage still fail a Gage R&R?
Yes, easily. Calibration only proves the gage is accurate under controlled lab conditions. If two operators fixture or read the gage differently, or the gage lacks the resolution your tolerance demands, the measurement system can show a %GRR above 30% and fail the MSA even though the instrument itself is perfectly calibrated.
What is a good %GRR value?
Under the AIAG MSA 4th Edition, a %GRR below 10% is acceptable, 10–30% is conditionally acceptable for non-critical characteristics with documented justification, and 30% or higher is unacceptable. You must also achieve a number of distinct categories (ndc) of at least 5. Both criteria have to pass.
Do I need to calibrate a gage before every Gage R&R study?
You need the gage to be within its current calibration interval and confirmed in tolerance before the study. Gage R&R assumes the instrument is already accurate; running it on an out-of-calibration gage produces precise but biased results. A current ISO/IEC 17025 calibration is the standard precondition.
Which standards govern calibration versus Gage R&R?
Calibration in an accredited lab is governed by ISO/IEC 17025, the international standard for testing and calibration laboratory competence. Gage R&R and measurement systems analysis are governed by the AIAG MSA Reference Manual (widely used in automotive) and the international standard ISO 22514-7:2021, which bases measurement-process capability on the GUM uncertainty framework.
Does a passing Gage R&R extend my calibration due date?
No. A good Gage R&R confirms precision, not accuracy over time. Instruments drift, and drift is a bias problem that only periodic calibration against a traceable standard detects. Keep your calibration intervals independent of MSA results and adjust them using reliability data.
Need traceable calibration your MSA can stand on?
Techmaster Electronics has been an ISO/IEC 17025 accredited calibration laboratory since 1989, with four ANAB-accredited US labs (Cert. AC-1736) in Vista & Santa Clara CA, Orlando FL, and San Antonio TX.
Request a Calibration Quote
Khanh Nguyen is the Marketing Manager at Techmaster Electronics, a B2B marketing leader covering the test & measurement and ISO/IEC 17025 accredited calibration industry across the US and Vietnam markets.
