


Temperature And Humidity Recorder Calibration…
Why calibration intervals matter
How Temperature And Humidity Recorder calibration works
- Intake & visual inspection
- Environmental stabilization
- As-found measurement
- Comparison to NIST-traceable standards
- Adjustment if required
- As-left results & certificate
Your calibration, covered
In-lab vs on-site calibration
In-lab calibration
- Accredited bench with full reference standards
- Best achievable measurement uncertainties
- Pickup & return logistics handled
- Ideal for precision and reference work
On-site calibration
- We calibrate the Temperature And Humidity Recorder at your facility
- No shipping risk or transit downtime
- As-found data captured before any move
- Ideal for fixed, large or sensitive assets
In-depth guide
Indeed, uncalibrated environmental monitoring equipment represents a silent threat to your compliance status, leading to undetected measurement drift, product spoilage, and devastating quality audit failures. Consequently, these severe technical risks can compromise sensitive manufacturing runs and cost organizations thousands in regulatory penalties. Fortunately, implementing standard temperature and humidity recorder calibration at an ISO 17025 accredited calibration laboratory provides a robust solution that guarantees audit readiness and total peace of mind.
Why Do Temperature and Humidity Recorders Require Regular Calibration?
Temperature and humidity recorders require regular calibration because their sensors degrade over time due to environmental contamination, thermal stress, and aging. Regular verification ensures that you detect measurement drift early, preserving data integrity and preventing non-compliance during strict quality audits.
Environmental monitoring systems do not maintain their accuracy indefinitely. In industrial settings, dust, airborne chemicals, and extreme humidity cycles constantly degrade the sensitive active elements inside the probe.
As a result, over several months, this exposure causes the sensor to read higher or lower than the actual ambient conditions. Without regular thermohygrometer calibration, this subtle drift remains completely invisible to operators. Eventually, this silent drift leads to false out-of-specification alerts or, worse, undetected environmental excursions. Specifically, for pharmaceuticals, electronics, and food storage, even a minor drift can ruin entire batches. Consequently, performing routine thermohygrometer calibration protects your operations from these costly measurement errors. Implementing a systematic humidity sensor drift adjustment is the only reliable way to correct these errors. Ultimately, this adjustment re-aligns the sensor with internationally recognized reference standards.Essential Compliance Standards: ISO 17025 and NIST Traceability
Essential compliance standards like ISO/IEC 17025 ensure that calibration laboratories operate with proven technical competence. NIST traceability guarantees an unbroken chain of comparisons back to international standard units, giving auditors confidence in your measurement accuracy.In fact, quality auditors do not just look at the numbers on your calibration certificates. They scrutinize the authority and competence of the laboratory that issued them.
Therefore, working with an ISO 17025 accredited calibration laboratory ensures your certificates meet rigorous international guidelines. This standard covers laboratory management, technical staff competence, equipment suitability, and measurement uncertainty calculations.In addition, an accredited certificate provides undeniable proof of compliance. It demonstrates to external inspectors that your environmental data is reliable and accurate.
Metrological Traceability: The property of a measurement result whereby the result can be related to a reference through a documented unbroken chain of calibrations, each contributing to the measurement uncertainty.
Consequently, without this traceability chain, your audit documentation is incomplete. As a result, auditors may reject your quality records, leading to major non-conformance findings.
Standard Procedure for Temperature and Humidity Recorder Calibration
The standard procedure involves a meticulous multi-step process conducted under strictly controlled environmental conditions. It spans visual inspection, thermal stabilization, multi-point comparison against reference standards, and precise sensor adjustments to eliminate measurement deviations.Step 1: Pre-Calibration Inspection and Environmental Controls
Pre-calibration inspection ensures that the instrument is physically intact and clean before testing begins. Controlling the laboratory environment is vital because fluctuating ambient conditions can introduce significant errors during the delicate stabilization and measurement phases.Technicians must first inspect the device for physical damage, battery corrosion, or contaminated sensor filters. Technicians must resolve any physical issues before they place the device under test.
Next, technicians stabilize the laboratory environment itself. We typically maintain the ambient temperature near twenty-three degrees Celsius, plus or minus two degrees. Additionally, we keep the ambient relative humidity below sixty percent relative humidity. This prevents condensation from forming on sensitive electrical components.Step 2: Environmental Stabilization inside the Chamber
Environmental stabilization involves placing the recorder inside a specialized calibration chamber to adapt to target environments. The device must remain inside the chamber until its internal sensors reach thermal equilibrium with the surrounding air.Crucially, the device must remain inside the chamber until its internal sensors reach thermal equilibrium with the surrounding air. The technician places the unit under test alongside a reference standard probe.
Typically, we use a high-accuracy chilled mirror hygrometer as the reference. The technician then sets the chamber to the first calibration point. The technician runs the system undisturbed for a set period, often between thirty and sixty minutes. Therefore, this stabilization time allows the recorder housing to reach a uniform temperature. It also ensures the sensor element matches the humidity level of the chamber.Step 3: Multi-Point Testing and Comparison
Multi-point testing compares the recorder readings against a reference at several defined intervals across its operating range. This step identifies non-linear errors in both low-humidity and high-humidity conditions to ensure accurate overall performance. Measurements are typically taken at three to five distinct points. For humidity, common points include twenty percent, fifty percent, and eighty percent relative humidity. For temperature, points are spaced across the specific process application range. The technician records the stable reading of both the reference and the device. The differences between these readings represent the current error of the instrument. These differences are evaluated against the acceptable tolerances of your process.Step 4: Recording As-Found and As-Left Data
Recording As-Found and As-Left data provides a clear record of the instrument accuracy before and after adjustments. This dual reporting is a critical requirement for change control records and historical drift analysis. The “As-Found” data shows the exact state of the device as it arrived from your facility. This data is critical for assessing past production risks. If the errors exceed acceptable limits, a humidity sensor drift adjustment must be performed. The technician updates the internal calibration coefficients of the device. After adjustments are complete, a second round of testing is performed. The resulting measurements are documented on the certificate as the “As-Left” data.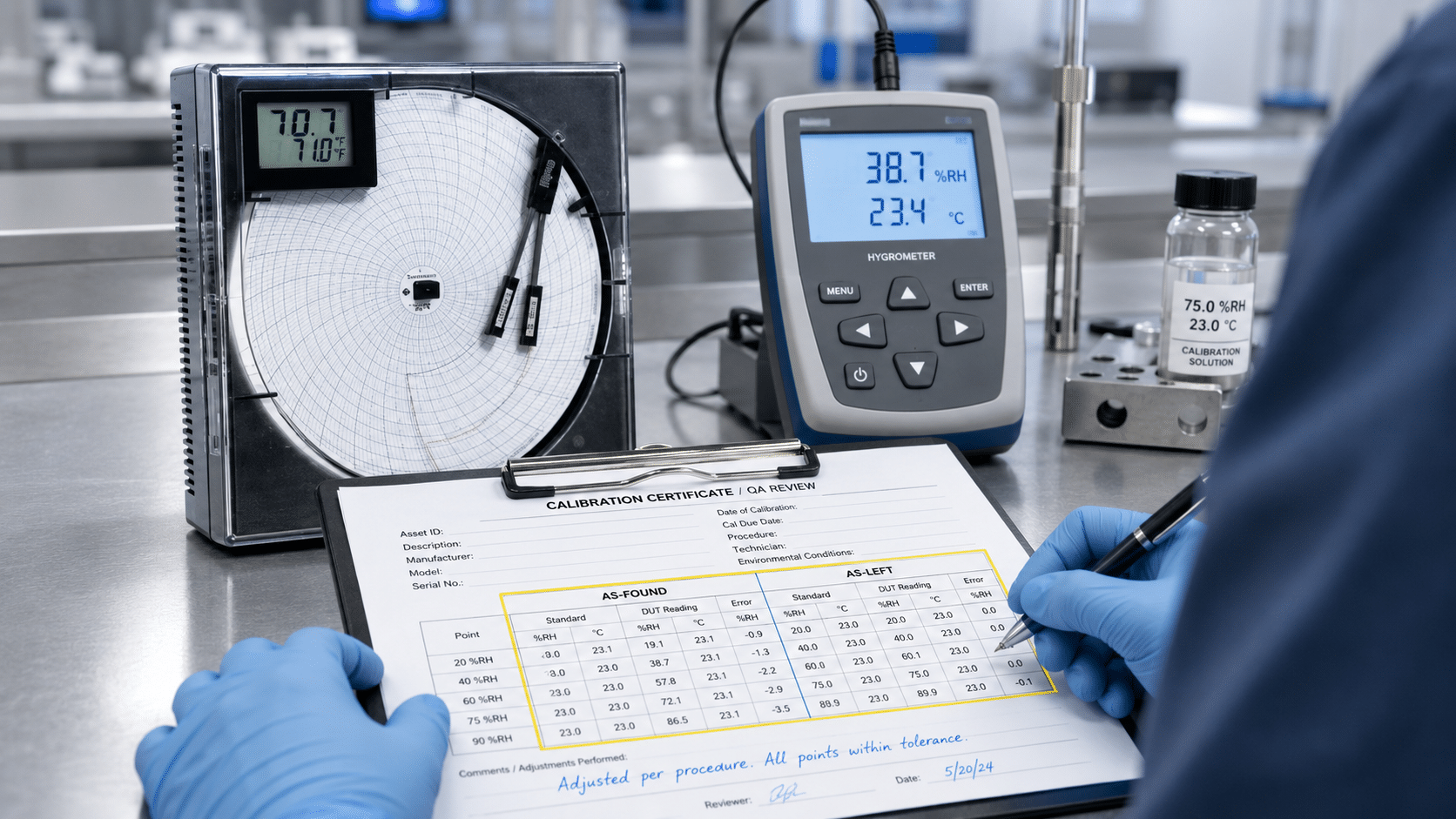
Prominent Models Calibration Reference Table
The following table outlines standard industrial environmental recorders. It maps each model to its manufacturer, typical industrial applications, and applicable metrological guidelines.| Manufacturer | Model | Typical Industrial Application | Applicable Calibration Standard |
|---|---|---|---|
| Vaisala | HMT330 | Industrial cleanrooms and pharmaceutical manufacturing | ISO/IEC 17025 / EURAMET cg-20 |
| Rotronic | HygroClip2 (HC2A-S) | HVAC monitoring, food storage, and research laboratories | ISO/IEC 17025 / ASTM E337 |
| MadgeTech | RHTemp1000 | Autoclave validation and high-temperature food processing | ISO/IEC 17025 / EURAMET cg-20 |
| Testo | 174H | Cold chain logistics and museum climate monitoring | ISO/IEC 17025 / EN 12830 |
Metrological Traceability and Calculating Uncertainty
Calculating measurement uncertainty involves identifying all potential sources of error in the calibration process. It quantifies the level of doubt in the measurement, ensuring that your decisions to accept or reject data are statistically valid. Every measurement has some degree of doubt associated with it. This doubt is formally known in metrology as measurement uncertainty.Measurement Uncertainty: A parameter associated with the result of a measurement that characterizes the dispersion of the values that could reasonably be attributed to the measurand.Contributors to uncertainty include the reference standard accuracy, chamber stability, and device resolution. Even the skill of the technician can play a role. An ISO 17025 accredited calibration laboratory calculates this combined uncertainty mathematically. The final value is expressed on your certificate as an expanded uncertainty. This uncertainty is usually reported with a coverage factor of two. This factor provides a confidence level of approximately ninety-five percent.
Global Standards and Regulatory Compliance
Regulatory compliance mandates that environmental data loggers satisfy strict international guidelines. Adhering to standards such as FDA 21 CFR Part 11 and ISO 9001 requires traceable calibration records to guarantee product safety and consumer protection. In regulated fields, accurate temperature and humidity records are a legal requirement. The United States Food and Drug Administration enforces these rules under current Good Manufacturing Practices. Specifically, FDA 21 CFR Part 11 requires strict control over electronic records and signatures. This includes ensuring your data loggers are calibrated and secure. If your calibration records are missing or incomplete, auditors can halt your operations. Using traceable calibration services protects your facility from these business-ending actions.Onsite vs. Lab Calibration: Which is Best for Your Facility?
Onsite calibration offers convenience and zero shipping downtime, making it ideal for continuous operations. In-lab calibration provides superior accuracy and lower measurement uncertainty due to the highly controlled, vibration-free laboratory environment. Onsite calibration is perfect for facilities with hundreds of active wall-mounted recorders. It eliminates the risk of transit damage and keeps your monitoring active. However, onsite environments are harder to control than specialized laboratories. Drafts and ambient shifts can slightly reduce measurement precision during the test.Indeed, onsite thermohygrometer calibration offers convenience and zero shipping downtime for routine checks.
How to Determine the Ideal Calibration Interval for Your Devices?
The ideal calibration interval is determined by analyzing manufacturer recommendations, operating environment severity, and historical drift patterns. While a twelve-month cycle is standard, harsh environments often demand more frequent evaluations. Most manufacturers recommend a starting interval of twelve months for standard applications. However, this is only a general guideline. If your devices are placed in clean, stable rooms, you might extend the interval. This decision must be backed by years of stable historical calibration data. Conversely, sensors in high-temperature or corrosive chemical areas require shorter intervals. Checking these critical sensors every six months prevents unexpected drift.Therefore, scheduling regular thermohygrometer calibration ensures that you maintain accurate environmental records over time.
Comprehensive FAQ Section
What is the recommended calibration interval for a humidity data logger?
The standard recommended calibration interval is twelve months. However, if you use the logger in harsh industrial settings or cleanrooms with frequent chemical washdowns, you should consider a six-month interval to account for accelerated sensor degradation. Therefore, prioritizing a timely humidity sensor drift adjustment preserves system reliability.
Can we perform temperature and humidity recorder calibration onsite?
Yes, onsite calibration is highly practical and minimizes process downtime. Technicians can bring portable humidity generators directly to your facility, though laboratory calibration remains superior for primary reference standards requiring the lowest measurement uncertainty.Why do humidity sensors drift faster than temperature sensors?
Humidity sensors drift faster because their polymer sensing elements must be directly exposed to the open air to measure moisture. This constant exposure makes them vulnerable to chemical contamination, dust buildup, and physical aging, unlike sealed temperature probes. Consequently, a frequent humidity sensor drift adjustment becomes necessary to maintain measurement integrity.
What is the difference between calibration and validation for a temp-RH recorder?
Calibration compares the recorder against a known reference standard to identify and correct errors. Validation is a broader process that proves the entire system consistently performs its intended job within a specific environment according to predefined user requirements.How do I read the measurement uncertainty on my calibration certificate?
The measurement uncertainty is listed as a plus or minus value next to your measurement results. To ensure your device is fully compliant, the sum of your device error and the expanded uncertainty must fall within your process tolerance limits.Trust Our ISO 17025 Accredited Calibration Services
Maintaining strict environmental control is a continuous challenge that requires reliable, highly accurate instrumentation. Do not let an unexpected audit catch your facility off guard with drifting sensors or outdated paperwork.When accuracy is non-negotiable, you should partner with a premier ISO 17025 accredited calibration laboratory like Techmaster. Our world-class laboratory features advanced environmental chambers, state-of-the-art chilled mirror reference standards, and highly experienced metrology engineers to secure your compliance status.
Is your critical monitoring equipment approaching its calibration due date? To prevent compliance delays and protect your industrial quality control systems, contact our ISO 17025 accredited metrology team today to request a free, customized onsite or laboratory service quote.Frequently asked questions
What is Temperature And Humidity Recorder Calibration?
How often should a Temperature And Humidity Recorder be calibrated?
What standards apply to Temperature And Humidity Recorder Calibration?
What is included on the certificate?
Can you calibrate the Temperature And Humidity Recorder on-site?
Need Temperature And Humidity Recorder calibration?
ANAB-accredited, NIST-traceable, fast turnaround — in-lab or on-site across the USA.
Contact us for a quoteReferences & industry standards
- ISO/IEC 17025 testing & calibration laboratory requirements
- NIST calibration services and measurement traceability
- NIST Thermodynamic Metrology Group
- A2LA / ANAB accreditation for calibration laboratories
External standards bodies. Techmaster Electronics is an ISO/IEC 17025-accredited, NIST-traceable calibration laboratory.

Calibration engineer at Techmaster Electronics, ISO/IEC 17025 accredited laboratory with 35+ years of metrology expertise.
