

Industrial manufacturing demands absolute precision, yet high-precision digital torque wrenches constantly face measurement drift, mechanical wear, and compliance failures that jeopardize product integrity. When a sophisticated electronic instrument slips out of tolerance, it leads to catastrophic joint failures, expensive product recalls, and severe audit non-conformities that ruin a company’s reputation. To eliminate these critical operational hazards, implementing a rigorous techwrench calibration protocol through an ISO 17025 accredited torque calibration laboratory is the definitive solution to guarantee torque-angle accuracy and maintain industrial standards.
Why Digital Torque-Angle Wrenches Require Specialized Metrology Lab Services
Digital torque-angle tools require specialized laboratory calibration because they combine physical strain-gauge torque measurement with dynamic gyrometric rotation sensing. Standard mechanical torque testers cannot verify angle accuracy, which demands precise rotation fixtures to combat gyroscope drift and guarantee instrument compliance.
Traditional torque wrenches rely purely on mechanical springs and levers that click when they reach a target force. In contrast, advanced electronic tools like the Snap-on TechAngle series utilize dual-axis measurement technology. They employ an electronic strain gauge to capture bending force, alongside an integrated solid-state gyroscope chip to track angular rotation. Consequently, calibrating these devices requires a dual-stage approach that verifies both rotational force and rotational distance.
Furthermore, the internal angular rate sensors in electronic wrenches are highly susceptible to sensor drift over time. This phenomenon, known as gyroscope drift, occurs when temperature changes, battery fluctuations, or physical impacts cause the angle readings to change even when the tool is stationary. To correct this, a laboratory must secure the wrench in an indexed calibration fixture, such as the ATEST180 rotation jig. This fixture allows the technician to rotate the tool exactly 180 degrees under controlled conditions to align the internal sensor with a known physical reference.
Gyroscope Drift: The gradual accumulation of measurement errors in an angular rate sensor over time, causing the calculated rotational angle to deviate from the actual angle even when the tool is stationary.
ASME B107.300 and ISO 6789: Navigating Standards for Digital Torque Tools
Compliance with ASME B107.300 and ISO 6789 standards requires testing the wrench at multiple points across its full range. The tool must be cycled at least five times at specific intervals to ensure repeatability within strictly defined tolerances across all operating modes.
To achieve certified ASME B107.300 compliance, the wrench must undergo a highly structured testing sequence. Specifically, the calibration technician must record a minimum of 5 measurements at 20%, 60%, and 100% of the tool’s maximum capacity. Performing this repetitive testing sequence verifies that the internal strain gauge responds linearly to increasing force. Additionally, it confirms that the tool performs consistently under rapid, repeated cycling.
Furthermore, these international standards dictate extremely strict accuracy limits for digital instruments. For torque, the wrench must perform within plus or minus 2% of the indicated value in the clockwise (CW) direction, and within plus or minus 3% in the counter-clockwise (CCW) direction. For angle measurements, the standard mandates a tolerance of plus or minus 1% of the reading, plus or minus 1 degree at angular velocities between 10 degrees per second and 180 degrees per second. Maintaining ASME B107.300 compliance ensures that the tool prevents fastener fatigue and guarantees structural joint integrity on assembly lines.
The Critical Risks of Out-of-Tolerance (OOT) Torque Tools in Production
Out-of-tolerance digital torque wrenches pose severe risks to manufacturing quality, including stripped threads, bolt shearing, and structural joint failure. For quality managers, using uncalibrated equipment results in mass product recalls, regulatory non-compliance, and severe financial penalties.
If a digital wrench experiences an undetected calibration drift due to being dropped on concrete or heavily overloaded, the consequences for a manufacturing facility can be devastating. For example, a wrench reading lower than the actual applied force will cause operators to over-tighten fasteners. This over-torquing leads to stripped threads, micro-fractures in the bolt shank, and eventual mechanical shearing under dynamic load. Conversely, an under-torqued fastener can vibrate loose, causing sudden structural disassembly during product operation.
In high-consequence industries like aerospace and automotive assembly, a single out-of-tolerance tool can compromise thousands of production units. When a quality auditor discovers an uncalibrated tool on the floor, they will immediately flag all products assembled since the last calibration date. As a result, the plant may face massive product holds, extensive tear-down inspections, and severe contractual liabilities. Implementing systematic techwrench calibration acts as the primary defense against these expensive operational disasters.
Inside the ISO 17025 Accredited Calibration Process for Snap-on TECHWRENCH
The accredited calibration process for electronic torque-angle wrenches involves a structured sequence of functional checks, pre-adjustment measurements, technical firmware verification, and certified adjustments. This ensures your instruments are completely traceable back to national metrology standards under strict laboratory conditions.
To guarantee that each instrument meets original manufacturer specifications, our laboratory follows a highly detailed, five-step verification and adjustment procedure:
- Inspect: Check the physical condition of the wrench, clean the battery contacts, check the digital display for dead segments, and verify that the firmware is updated to the latest manufacturer version.
- Record: Place the wrench on a high-precision calibration bench (with an accuracy of better than or equal to 0.25% of the reading) to collect “As-Found” data at 20%, 60%, and 100% of capacity.
- Access: Enter the hidden technical calibration menus on the wrench by holding the power key and using secure keystroke combinations to display “tCAL” for torque or “ACAL” for angle calibration.
- Adjust: Apply known reference loads clockwise and counter-clockwise, adjusting the internal gain parameters via the wrench interface until the digital readout exactly matches the master standard.
- Record: Perform a complete round of post-adjustment testing to document “As-Left” values, verifying that all readings fall well within original accuracy limits before signing off.
Measurement Uncertainty: A non-negative parameter characterizing the dispersion of the quantity values being attributed to a measurand, representing the limits of potential error within a given calibration measurement.
Every ISO 17025 accredited torque calibration must also quantify and report the expanded measurement uncertainty. This process factors in the accuracy of the master transducers, environmental variations, and the repeatability of the tool itself. By documenting this traceability chain, our laboratory provides the legal metrological proof required to satisfy strict regulatory audits.
How Often Should You Calibrate Your Snap-on TechAngle?
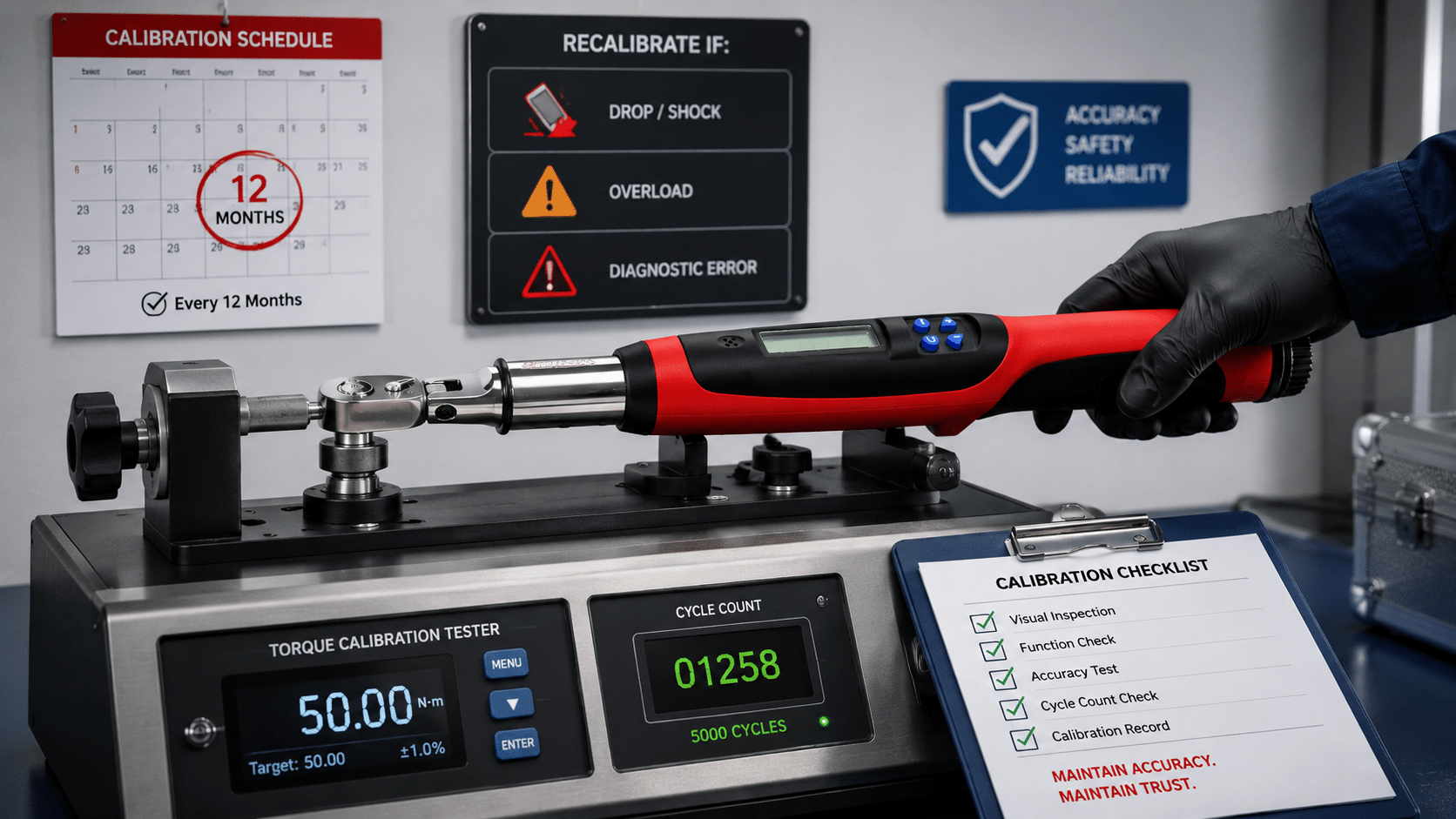
Standard industry guidelines recommend calibrating your electronic torque-angle wrench every 12 months or every 5000 cycles, whichever occurs first. Immediate recalibration is mandatory if the tool is dropped, heavily overloaded, or exhibits diagnostic errors.
Under normal industrial operating conditions, mechanical components fatigue and electronic sensors experience natural aging. Consequently, a standard 12-month interval serves as the baseline for most manufacturing plants. However, in heavy-duty environments where a tool cycles hundreds of times per day, the 5000-cycle threshold will occur much faster than one year. Many high-volume assembly lines track tool usage via internal counters and schedule a Snap-on TechAngle calibration every six months to manage this risk proactively.
Additionally, certain critical events must override the scheduled calibration interval. For instance, if an operator accidentally subjects the wrench to an overload exceeding 125% of its maximum rated capacity, the internal strain gauge may sustain permanent physical deformation. Similarly, a hard drop onto a steel grating can shock the internal gyroscope. If either event occurs, the wrench must be taken out of service immediately for a comprehensive laboratory inspection and recalibration.
Prominent Models Calibration Reference Table
To optimize search queries and aid maintenance planning, the table below maps the most widely used Snap-on digital torque-angle models to their key industrial applications and relevant standards.
| Model Number | Manufacturer | Primary Industrial Application | Calibration Standard |
|---|---|---|---|
| ATECH1FR240B | Snap-on | Precision Aerospace and Medical Electronics | ASME B107.300 compliance |
| ATECH2FR125B | Snap-on | Automotive Powertrain and Light Machinery | ISO 6789 / ASME B107.300 |
| ATECH3FR250B | Snap-on | Heavy Equipment and Aerospace Structural Assembly | ISO 6789 / ASME B107.300 |
| ATECH4R600 | Snap-on | Heavy Industrial Piping and Structural Steel | ASME B107.300 compliance |
Expert Advisory: Maintenance & Reliability
Proper tool maintenance complements your scheduled Snap-on TechAngle calibration cycle to maximize the service life of your precision instruments.
Pre-Calibration and Daily Checks
Before starting any assembly shift, operators must inspect the ratcheting head for physical play, verify that battery levels are above 20%, and perform a quick zero-tare of the sensors. Ensuring that the flex-head mechanism rotates smoothly without binding prevents mechanical hysteresis from distorting your torque measurements.
Storage and Environmental Controls
Always store digital torque wrenches in their original protective molded cases when they are not in active use. Metrology standards dictate that electronic torque tools must be stored and operated within a controlled temperature range, ideally at 20 °C plus or minus 5 °C. Additionally, keep relative humidity below 90% non-condensing to prevent micro-condensation from damaging the internal circuit boards and battery contacts.
FAQs: Troubleshooting and Auditing Your TECHWRENCH Calibration
What is the recommended calibration interval for the Snap-on TechAngle?
The standard recommended calibration interval is 12 months or 5000 cycles, whichever comes first. However, in high-precision industries such as aerospace assembly, quality managers often shorten this interval to six months to guarantee absolute joint safety.
How do I troubleshoot ErrA and ErrC error codes on my TechWrench?
The “ErrA” code indicates that the tool was rotated too rapidly during angle measurement, exceeding the sensor’s tracking limits. The “ErrC” code indicates that the accumulated angle reading is outside the nominal offset range. If these errors persist after resetting the tool on a flat surface, the wrench must be sent to an accredited lab for a complete techwrench calibration diagnostic.
What is the difference between tCAL and ACAL modes?
The “tCAL” mode is the internal software menu used to calibrate and adjust the strain-gauge torque measurements. The “ACAL” mode is the dedicated menu for calibrating the digital gyroscope sensor using a 180-degree indexing fixture. Both adjustment modes require manufacturer security passwords to prevent unauthorized alterations.
Why does my quality audit require an ISO 17025 accredited torque calibration certificate?
An ISO 17025 accredited certificate verifies that the calibration was performed by a competent laboratory using verified methods, controlled environmental conditions, and fully traceable master standards. This official documentation is mandatory to satisfy quality standards in aerospace, automotive, and medical device manufacturing.
Can I perform a Snap-on TechAngle calibration in-house?
While simple verification can be completed using a basic torque tester, a complete adjustment and certification require specialized master standards and a precise 180-degree indexing table. Attempting to force adjustments in-house without certified metrology equipment risks corrupting the tool’s firmware and invalidating your quality compliance.
Partner with an Accredited Laboratory for Certified Torque Wrench Services
Partnering with an accredited metrology laboratory guarantees that your digital torque-angle wrenches receive the highest standard of service. Accredited calibration ensures complete traceability, eliminates measurement risks, and provides the rigorous documentation needed to satisfy industry quality audits.
By choosing a certified provider, your tools are calibrated on master equipment with accuracy of 0.25% or better. This ensures full compliance with international quality requirements. Do not let uncalibrated torque tools risk your production line integrity. They can cause costly rework or lead to failure in your next quality audit.
To secure the highest level of accuracy for your electronic torque tools, request a professional calibration quote from our precision calibration experts today.
