


TL;DR — Out-of-Tolerance in 30 Seconds
An out-of-tolerance (OOT) result means your instrument’s as-found readings fell outside its specified accuracy limits at calibration. Don’t panic — quarantine the instrument, review the as-found data, assess every measurement made since its last passing calibration, take corrective action, and review the calibration interval. ISO 9001 clause 7.1.5.2 and FDA 21 CFR 820.72 both require this documented response.
Few emails make a quality manager’s stomach drop faster than an out-of-tolerance notification from the calibration lab. Yet at Techmaster Electronics — where our four ISO/IEC 17025 accredited calibration laboratories have performed more than 381,000 calibrations across 4,900+ equipment manufacturers over the past decade — we see OOT results every week, and the companies that handle them well share one thing: a documented, repeatable response process. This guide walks through exactly what an OOT result means, how accredited labs make the call, and the five steps that keep a failed calibration from becoming a product recall or an audit finding.
What does “out of tolerance” mean on a calibration report?
The critical phrase is as-found: the readings recorded before any adjustment or repair. An instrument can leave the lab fully adjusted and passing (as-left data) and still carry an OOT flag, because the as-found condition tells you how it was performing while it was on your bench, your production line, or inside your cleanroom. That is why every ISO/IEC 17025 accredited calibration from Techmaster includes both as-found and as-left data — without the as-found record, you have no way to judge the measurements the instrument made over the previous interval.
OOT is also parameter-specific. A spectrum analyzer might be out of tolerance only on amplitude accuracy above 3 GHz while every other function passes. A digital multimeter might fail only on its 10 A current range. Reading the certificate carefully — which parameter, at which test point, by how much — is the difference between a targeted response and an unnecessary company-wide fire drill.
How does a calibration lab decide an instrument is out of tolerance?
No measurement is exact, including the lab’s own. Every calibration result carries a measurement uncertainty — a statistically defined window around the reported value. When an as-found reading lands close to a tolerance limit, that uncertainty matters enormously: a reading just inside the limit could truly be outside it, and vice versa.
ISO/IEC 17025:2017 requires laboratories to apply and document a decision rule that accounts for this. In practice, most labs (Techmaster included) work with concepts from ILAC-G8, the international guideline on decision rules and statements of conformity, and ANSI/NCSL Z540.3, including:
- Test Uncertainty Ratio (TUR): the ratio between the tolerance being tested and the uncertainty of the calibration process. A 4:1 TUR is the traditional benchmark — the lab’s measurement is at least four times more accurate than the tolerance it is checking.
- Guard banding: tightening the acceptance limit by the measurement uncertainty, so a “pass” statement carries a defined, low probability of false acceptance.
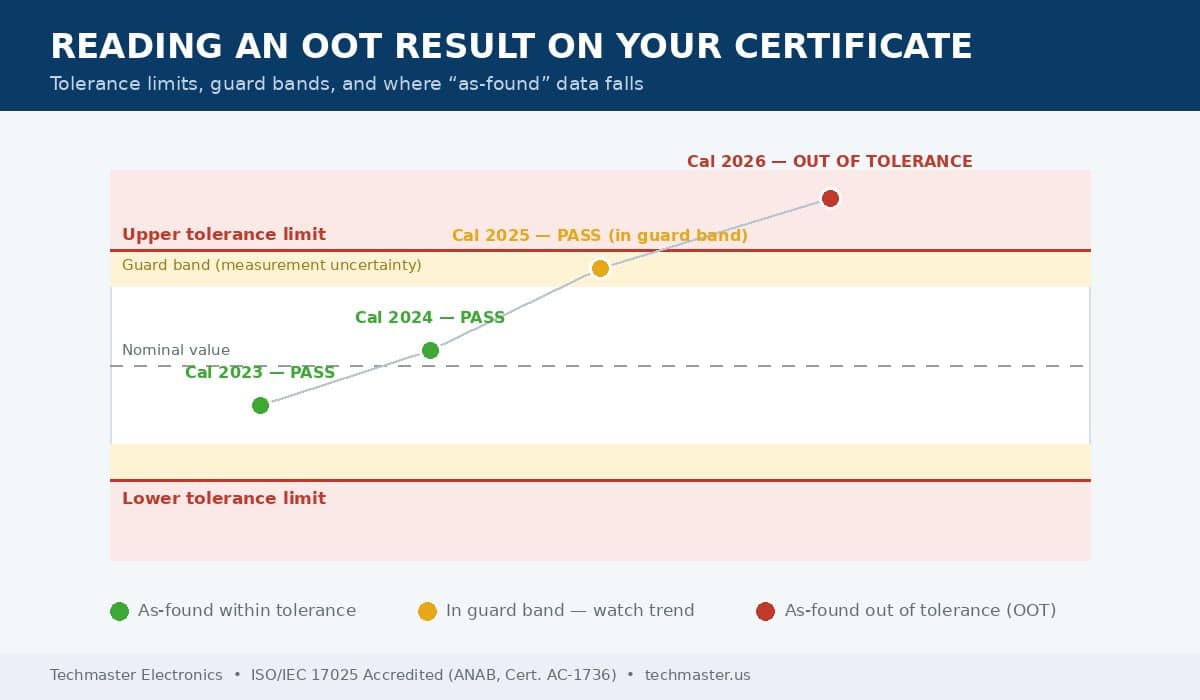
This is also why the trend across calibration cycles matters as much as any single result. In the ten-year dataset behind Techmaster’s 381,916 calibration records, instruments that fail rarely fail suddenly — they drift, and the drift is visible in prior as-found data for anyone watching.
What should you do first when you receive an OOT notification?
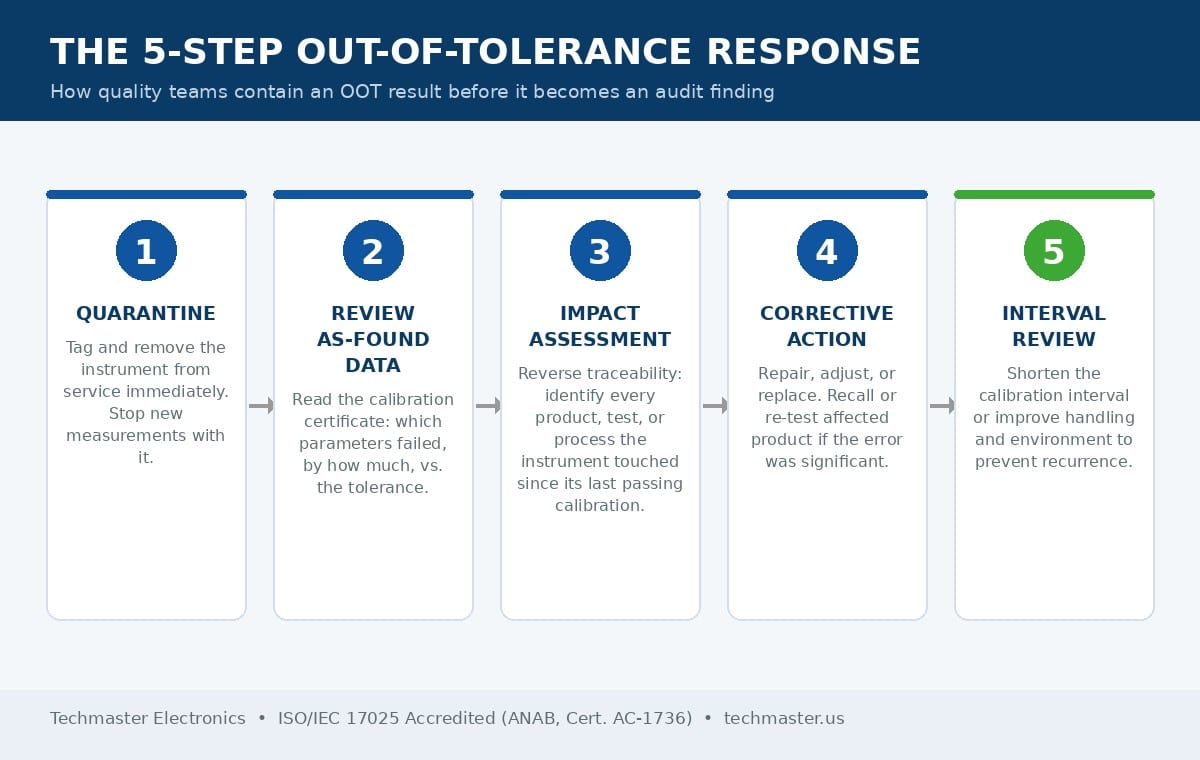
Step 1 — Quarantine the instrument
Tag it, segregate it, and remove it from service. Every measurement made after the OOT notification arrives is a measurement you knowingly made with a nonconforming instrument — auditors treat those very differently from measurements made in good faith.
Step 2 — Review the as-found data
Establish precisely which parameters failed, at which test points, and by what magnitude. An amplitude error of 0.2 dB beyond a ±1 dB tolerance is a very different situation from a thermocouple reading 4 °C off in a sterilization process.
Step 3 — Run the impact assessment
This is the heart of the response, covered in detail below: determine what the instrument measured since its last passing calibration and whether the error could have changed any accept/reject decision.
Step 4 — Take corrective action
For the instrument: adjust, repair, or retire it. For the product or process: re-inspect, re-test, or recall as the impact assessment dictates. Document both.
Step 5 — Review the calibration interval
An OOT result is evidence that the interval, the handling, or the operating environment was wrong for that instrument. Shortening the interval — or fixing a transport, temperature, or overload problem — is what prevents recurrence.
How do you perform a reverse-traceability impact assessment?
A practical way to scale the response is to compare the size of the error against the tolerance it violated:
| As-found condition | Typical risk | Typical action |
|---|---|---|
| Marginal — error within the guard band or just past the limit, small fraction of process tolerance | Low: unlikely to have flipped any accept/reject decision | Document rationale, monitor trend, consider shortening interval |
| Significant — error a large fraction of, or exceeding, the process tolerance | Medium: some borderline product may have been wrongly accepted | Re-inspect or re-test product measured near the limits; notify affected departments |
| Gross — error several times the tolerance, or instrument malfunctioning | High: measurement results during the interval cannot be relied on | Full product review since last passing calibration; potential recall, customer notification, formal CAPA |
Two details make this assessment dramatically easier. First, usage records: if you know which jobs the instrument actually ran, the affected population shrinks from “everything in twelve months” to a manageable list. Second, calibration certificates with real data: a certificate that only says “PASS/FAIL” leaves you guessing at error magnitude, while a data certificate (standard on Techmaster Z540 and ISO/IEC 17025 accredited calibrations) tells you exactly how far out the instrument was at each test point.
What do ISO 9001, AS9100, and the FDA require after an OOT result?
The regulatory language differs, but the expectation is consistent across frameworks:
- ISO 9001:2015 / AS9100D (7.1.5.2): when an instrument is found unfit for its intended purpose, the organization must assess the validity of prior results and act on equipment and product as necessary — and retain documented evidence of that assessment.
- FDA 21 CFR 820.72(a): device makers must have procedures covering “remedial action to reestablish the limits and to evaluate whether there was any adverse effect on the device’s quality.”
- ISO/IEC 17025 laboratories: if you run an in-house lab, your own reference standards falling OOT triggers the same evaluation for every calibration performed with them.
What auditors look for is not zero OOT events — over any large instrument fleet, some drift is statistically inevitable — but a closed loop: notification, quarantine, impact assessment, disposition, and interval review, each with a signature and a date.
How can you reduce the risk of future out-of-tolerance results?
Practical levers that measurably cut OOT rates:
- Interval optimization by evidence, not habit. “Everything annual” is administratively easy and metrologically wrong. Instruments with three consecutive as-found results near nominal can often extend intervals; anything that lands in the guard band should shorten. For a worked example, see our guide to oscilloscope calibration intervals and compliance.
- Watch the guard band. Treat an in-guard-band pass as a leading indicator, not a clean bill of health.
- Control transport and handling. A surprising share of gross OOT findings on RF instruments and precision standards begin with a shipping shock. Techmaster’s free local pickup and delivery in Silicon Valley, Southern California, and Orlando exists partly for this reason — trained handling between your facility and the lab.
- Match the environment to the spec. Temperature coefficients are real: a 23 °C-specified standard living on a 30 °C factory floor will drift faster than its interval assumes.
Why does the choice of calibration laboratory change your OOT risk?
Techmaster Electronics has operated as an ISO/IEC 17025 accredited calibration laboratory since well before OOT management became an audit focal point — the company was founded in 1989 and holds ANAB accreditation under certificate AC-1736. Calibration is performed at four accredited US laboratories in Vista CA, Santa Clara CA, Orlando FL, and San Antonio TX, with an additional laboratory in Holly Springs NC and a corporate office in Henderson NV. Standard turnaround is 5 business days, with 1–2 day expedite available on many instrument types, and every accredited calibration ships with as-found/as-left data and measurement uncertainties — exactly what your quality system needs the day an OOT letter arrives.
Key Takeaways
- An OOT result describes the instrument’s as-found condition — how it was measuring before adjustment — which is why as-found data matters more than the pass stamp.
- Respond in five documented steps: quarantine → review data → impact assessment → corrective action → interval review.
- The magnitude of the error vs. your process tolerance, not the OOT flag itself, determines whether you monitor, re-inspect, or recall.
- ISO 9001 clause 7.1.5.2 and FDA 21 CFR 820.72 both require a documented evaluation of previously accepted results.
- Guard-band passes are early warnings — trend them and adjust intervals before the failure, not after.
Frequently Asked Questions
Does an out-of-tolerance result mean my instrument is broken?
Do I have to recall product every time an instrument fails calibration?
What is the difference between as-found and as-left data?
What is a guard band in calibration?
Will Techmaster notify me if my instrument is found out of tolerance?
How often should I calibrate to avoid OOT results?
Received an OOT Report? Get Data You Can Act On.
Techmaster Electronics — ISO/IEC 17025 accredited calibration laboratory (ANAB, Cert. AC-1736), serving the United States since 1989. Every accredited calibration includes as-found/as-left data and measurement uncertainties.
REQUEST A QUOTERelated reading: test uncertainty ratio (TUR) and ILAC-G8 decision rules explained
Related reading: how to read an ISO/IEC 17025 calibration certificate — required elements, uncertainty, and red flags
