


Protractor Calibration
Accuracy across the range
How Protractor calibration works
- Intake & visual inspection
- Environmental stabilization
- As-found measurement
- Comparison to NIST-traceable standards
- Adjustment if required
- As-left results & certificate
Your calibration, covered
In-lab vs on-site calibration
In-lab calibration
- Accredited bench with full reference standards
- Best achievable measurement uncertainties
- Pickup & return logistics handled
- Ideal for precision and reference work
On-site calibration
- We calibrate the Protractor at your facility
- No shipping risk or transit downtime
- As-found data captured before any move
- Ideal for fixed, large or sensitive assets
In-depth guide

Introduction: Why 0.1° Matters in Precision Engineering
In the world of high-precision manufacturing, “close enough” is never enough. Whether you are machining aerospace components or aligning medical imaging equipment, the accuracy of your angular measurements is the thin line between a perfect product and a costly scrap.
Protractor calibration is the critical process of verifying and adjusting the accuracy of angle-measuring instruments. Without regular calibration, even the highest quality Bevel Protractor or Digital Universal Protractor can succumb to “drift” caused by environmental factors, wear, or mechanical shock. In this guide, we will dive deep into the technical standards, calibration procedures, and the crucial differences between NIST traceability and ISO accreditation.
1. Navigating Standards: NIST Traceable vs. ISO 17025 Accredited
Navigating Standards
NIST Traceability
The Standard
Focuses on the unbroken chain of measurement. Your tool is calibrated against a master, which links back to national standards maintained by the U.S. government.
For US-based quality managers, the first question is often: “Does this calibration meet our compliance requirements?” Understanding the distinction between these two terms is vital for your audit trail.
What is NIST Traceability?
NIST (National Institute of Standards and Technology) traceability means that the laboratory’s master equipment has been calibrated against higher-level standards that eventually link back to the national standards maintained by the U.S. government. It is about the unbroken chain of measurement.
What is ISO/IEC 17025 Accreditation?
While NIST is about the standard, ISO 17025 is about the system. An ISO 17025 accredited calibration provides:
-
Proven Technical Competence: The lab has been audited by a third party (like A2LA or ANAB).
-
Measurement Uncertainty: A calculated value of how much “doubt” exists in the measurement—a requirement for aerospace (AS9100) and medical (ISO 13485) industries.
Expert Tip: If your industry requires a formal “Uncertainty Budget” in your reports, you must opt for ISO 17025 Accredited Calibration.
2. Step-by-Step: Manual Bevel Protractor Calibration
Manual Calibration: The “Least Count”
Understanding accuracy starts with the smallest readable measurement. For a standard Vernier Bevel Protractor, this is calculated mathematically.
THE FORMULA
(Main Scale Division – Vernier Scale Division)
The 4-Step Check:
Digital: The Superset® Flip
Digital sensors drift differently. They suffer from linearity errors and battery drift. The fix is the Flip Test.
1. Place on Level Surface
2. Rotate 180°
3. Calculate Diff
Processor cancels out inherent tilt error.
Environmental Impact
Metal expands with heat. Calibrating a “hot” tool in a “cool” lab invalidates measurements. Tools must “soak” to stabilize.
The manual Bevel Protractor remains a staple in machine shops due to its durability. However, calibrating one requires a keen eye for “Least Count” calculations.
Understanding the “Least Count”
The Least Count (LC) is the smallest measurement an instrument can accurately read. For a standard Vernier Bevel Protractor:
-
The main scale is divided into degrees.
-
The Vernier scale is divided into 12 parts, representing 5 minutes ($5’$) each.
The formula for Least Count is:
The Calibration Process
-
Visual Inspection: Check for burrs on the blade, scratches on the dial, and ensure the locking nut functions smoothly.
-
Zero Setting: Bring the blade and base together on a Grade A Surface Plate. The Vernier “0” must align perfectly with the “0” on the main scale.
-
Angle Verification: Using high-precision Angle Gage Blocks, verify the protractor at multiple points (e.g., $15^\circ, 30^\circ, 45^\circ, 90^\circ$).
-
Parallax Check: Ensure the Vernier scale sits flush against the main scale to prevent reading errors from different angles.
3. Advanced: Digital Universal Protractor Calibration
As shops move toward Industry 4.0, Digital Protractor Calibration has become a high-demand service. These devices offer ease of use but require a different technical approach.
The 8-Step Superset® Procedure
Many high-end digital protractors (like those from Mitutoyo or Starrett) utilize a “flip-test” or Superset® procedure to recalibrate the internal sensor.
-
Place the unit on a level surface.
-
Record the reading, then rotate the unit $180^\circ$ on the same axis.
-
The internal processor calculates the difference to cancel out any inherent “tilt” error.
Digital-Specific Vulnerabilities
-
Linearity Errors: Unlike manual tools, digital sensors can be non-linear. They might be accurate at $45^\circ$ but off by $0.2^\circ$ at $85^\circ$.
-
Low Battery Drift: Low voltage can cause the LCD to display ghost readings or “drift” while sitting still.
4. Environmental Impact: The Hidden Enemy of Accuracy
A common mistake in Digital Universal Protractor Calibration is ignoring the room’s environment. Metal expands and contracts with temperature.
Temperature Acclimatization
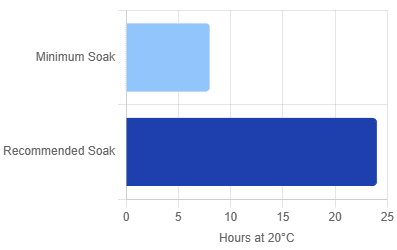
For professional results, the equipment must be “soaked” in the laboratory environment.
-
Standard Temperature: $20^\circ C \pm 2^\circ C$ ($68^\circ F \pm 4^\circ F$).
-
Soak Time: Protractors should sit in the lab for at least 8 to 24 hours before calibration to allow the metal to stabilize.
If you calibrate a “hot” tool from the shop floor in a “cool” lab, your measurements will be invalid before you even finish the report.
5. Case Study: Why You Need “As-Found” and “As-Left” Data
Imagine a Quality Manager at an automotive plant. During a routine audit, they find that a Universal Bevel Protractor is out of tolerance by $0.5^\circ$.
The “As-Found” Value
The As-Found data tells you exactly how much the tool was off when it arrived at the lab. This allows the manager to perform a “Root Cause Analysis” (RCA). If the tool was used to measure 1,000 parts, those 1,000 parts are now suspect.
The “As-Left” Value
The As-Left data is the reading after the technician has cleaned, adjusted, and repaired the tool.
Without As-Found data, you are flying blind regarding your past production quality.
6. How Often Should You Calibrate?
The industry standard is 12 months, but “one size fits all” is dangerous for mission-critical work.
There is no “one-size-fits-all” answer, but the US industry standard is usually 12 months. However, consider a 6-month cycle if:
-
The tool is used daily in a high-vibration environment.
-
The tool is a Digital Angle Gauge (electronic sensors drift faster than physical scales).
-
You are working on mission-critical aerospace contracts.
Conclusion: Precision is an Investment, Not a Cost
Protractor calibration is more than just a sticker on a tool; it is your insurance policy against product failure and liability. Whether you are using a traditional Bevel Protractor or a state-of-the-art Digital Universal Protractor, ensuring NIST traceability and adherence to ISO 17025 standards is non-negotiable for modern manufacturing.
Frequently asked questions
What is Protractor Calibration?
How often should a Protractor be calibrated?
What standards apply to Protractor Calibration?
What is included on the certificate?
Can you calibrate the Protractor on-site?
Need Protractor calibration?
ANAB-accredited, NIST-traceable, fast turnaround — in-lab or on-site across the USA.
Contact us for a quoteReferences & industry standards
- ISO/IEC 17025 testing & calibration laboratory requirements
- NIST calibration services and measurement traceability
- A2LA / ANAB accreditation for calibration laboratories
External standards bodies. Techmaster Electronics is an ISO/IEC 17025-accredited, NIST-traceable calibration laboratory.

Khanh Nguyen is the Marketing Manager at Techmaster Electronics, a B2B marketing leader covering the test & measurement and ISO/IEC 17025 accredited calibration industry across the US and Vietnam markets.
