


Thread Ring Gauge Calibration
Accuracy across the range
How Thread Ring Gauge calibration works
- Intake & visual inspection
- Environmental stabilization
- As-found measurement
- Comparison to NIST-traceable standards
- Adjustment if required
- As-left results & certificate
Your calibration, covered
In-lab vs on-site calibration
In-lab calibration
- Accredited bench with full reference standards
- Best achievable measurement uncertainties
- Pickup & return logistics handled
- Ideal for precision and reference work
On-site calibration
- We calibrate the Thread Ring Gauge at your facility
- No shipping risk or transit downtime
- As-found data captured before any move
- Ideal for fixed, large or sensitive assets
In-depth guide
Introduction: Mitigating the Silent Risk of Dimensional Drift
Undetected wear in thread standards leads to catastrophic compliance failure and costly production scrap. Thread ring gauge calibration identifies microscopic deviations in pitch diameter before they manifest as failed audits or rejected assemblies. By implementing ISO 17025 thread ring gauge calibration, organizations transform their measurement tools into verified master standards that guarantee mechanical compatibility. This proactive approach to monitoring thread ring gauge wear limits ensures that your quality control system remains robust against the hidden risks of dimensional drift and silent measurement errors.
The Essential Role of Thread Ring Gauges in Precision Engineering
Thread ring gauges serve as the primary physical reference for verifying the external threads of manufactured fasteners and components. These tools function as “Go” and “No-Go” limit gauges, ensuring that the maximum and minimum material conditions of a thread remain within specified tolerance zones. In high-stakes industries like aerospace, automotive, and medical device manufacturing, these gauges are the final gatekeepers of assembly integrity. The operational principle of a thread ring gauge relies on its internal geometry, specifically the pitch diameter, flank angle, and lead. A “Go” ring gauge checks the maximum material condition, ensuring the part is not too large to assemble. Conversely, the “No-Go” ring gauge checks the minimum material condition at the pitch diameter to ensure the thread is not too thin. Without routine thread ring gage calibration, repetitive friction causes material loss, which expands the internal diameter of the gauge, leading to the acceptance of non-conforming, undersized parts.Step-by-Step: How to Ensure Your Thread Ring Gauge Meets Global Standards
ISO 17025 thread ring gauge calibration requires a controlled environment and standardized procedures to eliminate variables that could distort measurement data. The process typically utilizes master setting plugs or high-accuracy length measuring systems to verify the pitch diameter against national standards. This sequence ensures that the gauge’s physical dimensions align perfectly with its theoretical design specifications.The 4-Step ISO 17025 Calibration Protocol
Professional calibration requires a controlled environment and standardized procedures to eliminate variables that could distort measurement data.
Thermal Stabilization
Gauges must rest in a laboratory maintained at international reference temperatures to reach thermal equilibrium, preventing material expansion errors.
Visual Inspection
Microscopic examination to identify surface damage, corrosion, or thread profile obstructions, followed by high-purity solvent cleaning.
Master Standard Verification
Threading the ring gauge onto a master setting plug. A correct gauge fits with a slight, uniform drag; a loose fit indicates excessive wear.
Precision Measurement
Utilizing high-accuracy measurement machines with specialized probes to map pitch diameter across axial and radial planes, detecting ovality or taper.
1. Thermal Stabilization and Environmental Control
Environmental stability is the foundation of high-precision metrology because material properties are sensitive to temperature fluctuations. All thread ring gauge calibration must occur in a laboratory maintained at the international reference temperature for dimensional measurements. The gauges must rest in this environment for a designated period to reach thermal equilibrium. Failure to stabilize the gauge can introduce measurement errors that immediately invalidate the calibration results and risk a “false pass” scenario.2. Preliminary Visual and Mechanical Inspection
Before performing any measurements, the technician conducts a thorough visual inspection under magnification to identify surface damage. The internal threads must be free of physical defects that could interfere with the fit. The gauge is cleaned using high-purity, residue-free solvents to remove all traces of contaminants. Any physical obstruction in the thread profile will yield inaccurate diameter readings, masking potential thread ring gauge wear limits issues.3. Verification via Truncated Setting Plugs
The most common industrial method for thread ring gage calibration involves the use of master setting plugs. The technician attempts to thread the ring gauge onto the master plug, evaluating the fit across both the full-form and truncated sections. A correctly sized ring gauge should fit the setting plug with a slight, uniform drag. If the ring gauge can be threaded onto the end of a limit plug or feels loose on the master standard, it indicates that the gauge has worn beyond acceptable limits.4. Direct Measurement Using Precision Systems
For the highest level of accuracy required by ISO 17025 thread ring gauge calibration, laboratories use measurement machines equipped with internal thread measuring arms and specialized probes. This method measures the pitch diameter at multiple axial and radial positions. By measuring at different orientations across several planes, the technician can detect geometrical errors such as ovality or taper that a simple setting plug might miss.Understanding Traceability and Measurement Uncertainty in Thread Metrology
Technical compliance in dimensional metrology is meaningless without a documented chain of traceability to the International System of Units. Every thread ring gauge calibration must be linked back to national standards through an unbroken chain of comparisons. This ensures that a measurement taken in one facility is consistent with measurements taken elsewhere in the global supply chain. Measurement uncertainty quantifies the reliability of the calibration result by accounting for all potential error sources. In professional thread ring gage calibration, the uncertainty budget must include:- Reference Standard Uncertainty: The known error of the master setting plug or measuring system.
- Thermal Effects: Uncertainty derived from the coefficient of thermal expansion and temperature deviation.
- Repeatability: The consistency of multiple readings taken during the calibration process.
- Geometry Deviations: Errors introduced by the profile or lead errors of the gauge itself.
Technical Compliance: Adhering to Global Standards
Following ISO 17025 thread ring gauge calibration protocols ensures compliance with major industrial quality standards. These standards require regular calibration for all inspection equipment against traceable references. Manufacturers build most thread gauges to specific industrial specifications that define allowable tolerances for both new and used equipment. I have revised this paragraph to use active verbs, focusing on the actions of the technician and the quality manager to increase authority.
A critical component of compliance involves the decision rule that laboratories apply when assessing thread ring gauge wear limits. When a measurement falls near the tolerance limit, the technician applies a guard band to confirm the gauge remains within specification. If the final analysis identifies an out-of-tolerance gauge, the quality manager must execute an impact analysis on all parts inspected since the previous calibration to prevent field failures.Expert Advisory: Maintenance for Long-Term Equipment Health
To maximize the lifespan of your precision tools and delay reaching thread ring gauge wear limits, a strict maintenance regimen is required. Professional metrologists emphasize that the longevity of a gauge is directly proportional to how it is handled and stored between calibration cycles.Standard Maintenance Protocols
- Cleaning: Always clean the internal threads with a lint-free cloth and a precision cleaner before and after every use.
- Lubrication: Apply a thin layer of high-quality rust preventative to the internal surfaces to prevent oxidation.
- Handling: Never attempt to force a gauge onto a part. If the gauge encounters resistance, inspect the part for defects rather than applying torque.
- Storage: Store gauges in individual protective cases in a controlled cabinet. Humidity should be monitored to prevent the formation of surface corrosion that can ruin the thread profile.
Pre-Calibration Checks for Users
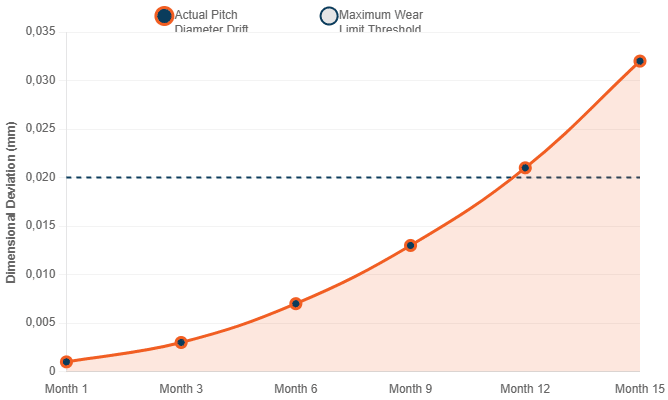
Before shipping your tools for thread ring gauge calibration, perform an internal check using a clean master plug. If the gauge feels significantly loose or exhibits excessive movement on the threads, it is likely already beyond the thread ring gauge wear limits. Identifying these issues early allows for the procurement of replacement gauges without disrupting production schedules.Monitoring Dimensional Drift Over Time
As a gauge is repeatedly used, friction causes a microscopic increase in the pitch diameter. Establishing historical stability through frequent calibration allows for predictive maintenance before catastrophic wear limits are exceeded.
FAQ: Frequently Asked Questions in Thread Calibration
How often should I perform ISO 17025 thread ring gauge calibration? Calibration intervals are determined by usage volume and stability. While many organizations follow an annual cycle, high-volume production environments often require more frequent checks. The interval should be based on drift analysis to ensure the gauge remains within its thread ring gauge wear limits. What is the difference between “Go” and “No-Go” thread ring gage calibration? “Go” ring gauges check the maximum material limit and are subject to higher wear because they should thread onto every acceptable part. “No-Go” gauges check the minimum material limit and should not thread onto parts; therefore, they typically exhibit much less wear over time. Can a thread ring gauge that has exceeded its wear limits be repaired? Yes, most adjustable thread ring gauges can be reset and re-lapped. A technician adjusts the internal diameter and then uses a master setting plug and lapping compound to restore the correct geometry. However, solid rings that exceed thread ring gauge wear limits must generally be replaced. How does pitch diameter affect the assembly of threaded parts? The pitch diameter is the most critical dimension for thread strength and fit. If thread ring gauge calibration reveals an enlarged pitch diameter, the gauge will accept undersized screws. This can lead to reduced contact area and potential assembly failure under mechanical load. Why is a specific temperature mandatory for calibration? International standards define a standard reference temperature for dimensional measurements to ensure consistency. Since materials have a predictable expansion rate, measuring at this specific temperature ensures that the ISO 17025 thread ring gauge calibration results are accurate and comparable globally.Conclusion: Securing Your Manufacturing Foundation
The accuracy of your production line is only as reliable as the masters used to verify it. Consistent thread ring gauge calibration is not merely a box to check for an auditor; it is a fundamental safeguard against mass-production errors. By understanding and monitoring thread ring gauge wear limits and insisting on ISO 17025 thread ring gauge calibration, you protect your organization’s reputation. Invest in professional metrology services to ensure your threads and your business remain perfectly aligned.Frequently asked questions
What is Thread Ring Gauge Calibration?
How often should a Thread Ring Gauge be calibrated?
What standards apply to Thread Ring Gauge Calibration?
What is included on the certificate?
Can you calibrate the Thread Ring Gauge on-site?
Need Thread Ring Gauge calibration?
ANAB-accredited, NIST-traceable, fast turnaround — in-lab or on-site across the USA.
Contact us for a quoteReferences & industry standards
- ISO/IEC 17025 testing & calibration laboratory requirements
- NIST calibration services and measurement traceability
- A2LA / ANAB accreditation for calibration laboratories
External standards bodies. Techmaster Electronics is an ISO/IEC 17025-accredited, NIST-traceable calibration laboratory.

Khanh Nguyen is the Marketing Manager at Techmaster Electronics, a B2B marketing leader covering the test & measurement and ISO/IEC 17025 accredited calibration industry across the US and Vietnam markets.
