

Why Height Gage Calibration Matters for Precision Manufacturing
Height gage calibration, specifically calibrating digital height gages, is absolutely vital because measurement drift compromises industrial manufacturing tolerances, leading to severe product rejection and regulatory non-compliance. Regular calibration ensures dimensional accuracy, preserves traceability, and guarantees that your metrology equipment consistently satisfies strict international audit requirements.
Understanding the Height Gage Calibration Procedure
Height gage calibration relies on comparing the instrument’s readings against certified references under controlled conditions. This systematic process detects volumetric errors, perpendicularity deviations, and mechanical play. Consequently, technicians can adjust the system to restore it to the manufacturer’s original operating specifications.
Environmental Controls & Pre-Calibration Setup
To execute a precise calibration, technicians must stabilize the laboratory environment at a standard temperature of 20 °C plus or minus 1 °C. Relative humidity must remain below 50 % to prevent moisture from causing oxidation on the master standard blocks or the metal columns of the instrument.
Thermal expansion is the primary enemy of dimensional accuracy during metrology processes. Even a minor deviation in room temperature causes both the master standards and the height gage components to expand or contract. Therefore, the calibration room must have strict climate controls running continuously.
Before starting any measurements, the unit under test and the master standards must undergo thermal stabilization. Place all components on the granite surface plate for a minimum of four hours. This step allows the materials to reach thermal equilibrium with the environment.
Cleanliness is equally critical for obtaining true dimensional readings. Wipe down the granite surface plate and the instrument base with an residue-free industrial solvent. Any microscopic dust particle trapped under the base will tilt the column and cause significant cosine errors.
Step-by-Step Calibration Process Using Master Gage Blocks
Calibrating digital height gages requires verifying linearity and repeat accuracy across the instrument’s entire vertical measurement range. Technicians use high-precision master gage blocks to test specific intervals. This systematic progression isolates geometric deviations and confirms encoder reliability under standard operating conditions.
- Step 1: Inspect the instrument physically. Examine the columns, guide rails, and measuring probe for scratches, burrs, or mechanical damage. Ensure the digital display operates smoothly and the adjustment knobs lock firmly.
- Step 2: Establish the reference zero point. Lower the measuring probe carefully until it contacts the clean granite surface plate. Zero the digital display to define the baseline reference plane for all subsequent measurements.
- Step 3: Verify linearity using master gage blocks. Place a certified reference block of a known height under the probe. Lower the probe to contact the block, record the reading, and compare it against the nominal block size.
- Step 4: Repeat verification at multiple vertical intervals. Perform tests at 20 %, 40 %, 60 %, 80 %, and 100 % of the total column height. This thorough span test identifies non-linear tracking errors within the glass scale or encoder system.
- Step 5: Assess perpendicularity. Mount a high-precision dial indicator on the slide and run it along a master cylindrical square. Record any lateral deviation to verify that the vertical column remains perfectly square to the granite base.
Traceability & Measurement Uncertainty
Measurement uncertainty represents the statistical bounds within which the true value of a measurement lies. A professional calibration certificate must calculate this parameter by analyzing several compounding factors. Consequently, this calculation provides the end-user with absolute confidence in the validity of their measurements.
Traceability: The property of a measurement result whereby the result can be related to a reference through a documented unbroken chain of calibrations, each contributing to the measurement uncertainty.
To maintain metrological traceability, the master gage blocks used must be linked to national standards. For instance, the blocks must trace directly back to the National Institute of Standards and Technology. This unbroken chain ensures your measurements remain globally recognized.
When performing height gauge calibration, technicians must calculate the expanded uncertainty. This calculation compiles the master block uncertainty, the resolution of the unit under test, and the thermal expansion variance. It also accounts for operator repeatability errors during the test.
Ultimately, these factors are combined using the root-sum-of-squares method. The final value is multiplied by a coverage factor, typically k = 2, to provide a 95 % confidence level. This rigorous mathematical treatment ensures that all measured values are highly reliable.
Regulatory Compliance
Achieving compliance with international manufacturing standards requires rigorous adherence to documented metrological protocols. Specifically, the calibration process must align with international standards such as ISO/IEC 17025. This alignment proves that your laboratory operates with technical competence and generates valid engineering data.
Hysteresis: The maximum difference in output values for the same input value when approached from opposite directions (increasing and decreasing), reflecting mechanical play or friction.
Your quality management system relies on certified calibration to survive regulatory audits. Standards like ISO 9001 and IATF 16949 mandate that inspection equipment be calibrated at specified intervals. Furthermore, these calibrations must be traceable to national standards.
Our ISO 17025 dimensional calibration service fulfills these strict industrial requirements. This accreditation demonstrates that our laboratory has passed rigorous external assessments of our technical capabilities. Thus, your certified measurements will withstand critical scrutinies from industry auditors.
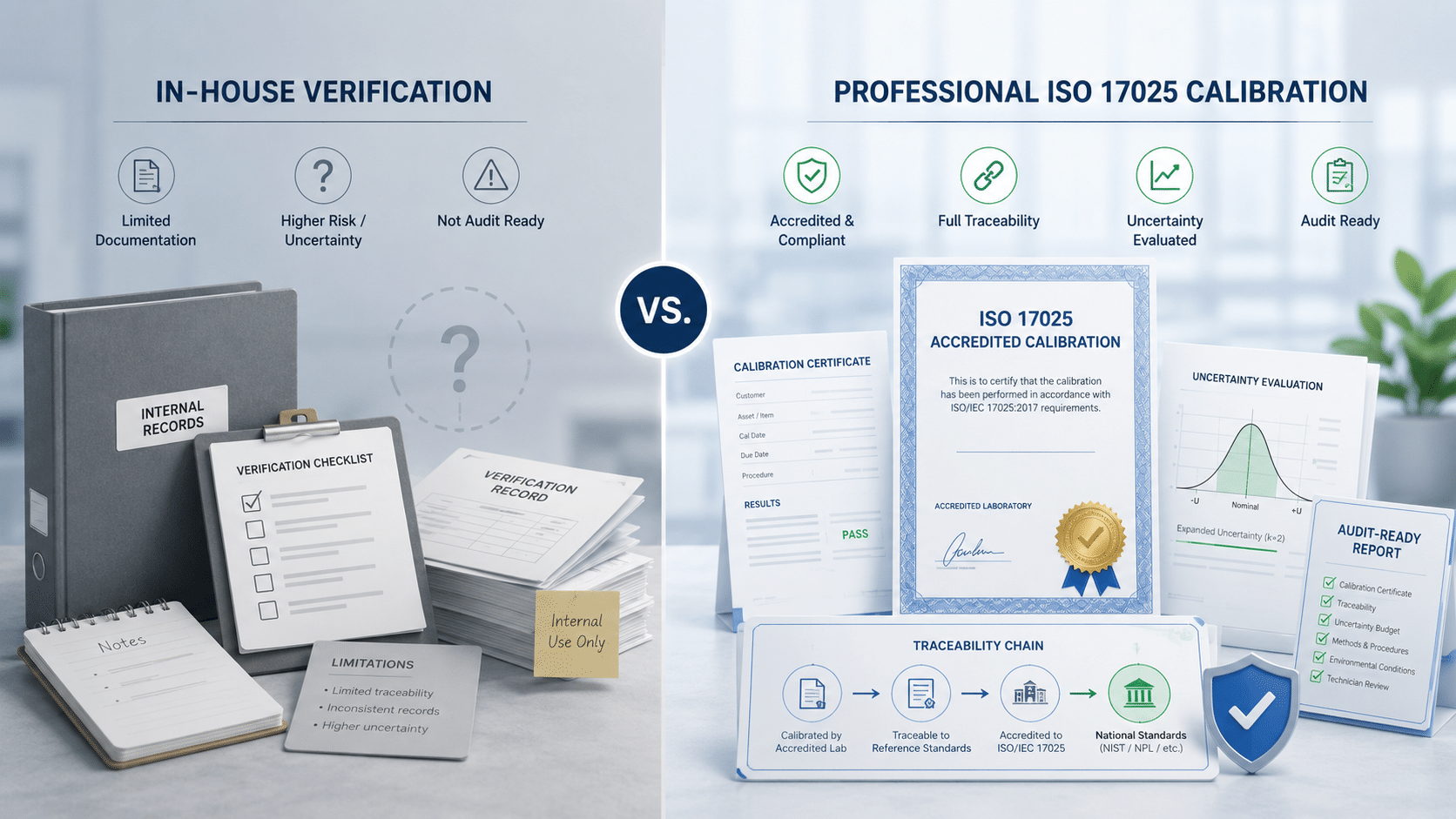
Choosing Between In-House Verification vs. Professional ISO 17025 Calibration
Quality managers must balance daily operational confidence with official regulatory requirements to ensure absolute accuracy. While in-house verification provides quick validation before production shifts, professional laboratory calibration offers the legal compliance needed for formal audits. Both practices are necessary to maintain a complete quality system.
| Daily In-House Check | Annual ISO 17025 Calibration |
|---|---|
| * Done by shop floor operator | * Done by accredited lab |
| * Uses 1 or 2 gage blocks | * Full span linearity test |
| * Quick verification check | * Perpendicularity check |
| * No formal certificate | * Traceable certificate |
| * Low operational cost | * Protects against audits |
Daily in-house verification serves as a preventative sanity check. Operators can quickly verify the zero point and measure one master block to confirm that no major damage has occurred. However, this quick check cannot replace a comprehensive metrological analysis.
Professional calibration involves testing the unit across its entire mechanical envelope. It addresses complex geometrical parameters, such as column straightness and probe hysteresis, which are impossible to evaluate on a noisy shop floor. Therefore, external calibration remains mandatory for official compliance.
How Often Should You Calibrate Your Height Gauge?
Determining the ideal calibration interval requires analyzing instrument workload, environmental conditions, and historical drift patterns. Most manufacturers recommend a default twelve-month cycle for standard operations. However, demanding industrial environments or strict quality guidelines often require semi-annual intervals to mitigate risks.
If your height gage is stationed in a dusty machine shop, it experiences faster mechanical wear. Airborne particles can settle on the scale, causing rapid degradation of accuracy. In such cases, shortening the calibration interval to six months is highly recommended.
Conversely, a gage kept in a clean inspection lab may hold its accuracy much longer. By analyzing historical calibration certificates, you can track the instrument’s long-term stability. If the drift remains minimal over several cycles, you may safely justify maintaining a twelve-month interval.
Regardless of the schedule, you must recalibrate immediately after any physical shock. If an operator drops the instrument or knocks it against a heavy part, internal damage is highly likely. Pre-emptive calibration prevents inaccurate parts from continuing down the production line.
Prominent Models Calibration Reference
The following reference table outlines industry-standard models that undergo regular dimensional verification. We calibrate these systems according to internationally recognized guidelines to guarantee full compliance.
| Manufacturer | Model Category | Typical Industrial Application | Calibration Standard / Guideline |
|---|---|---|---|
| Mitutoyo | 192-630-10 | Aerospace Component Inspection | ASME B89.1.8 |
| Mahr | Digimar 817 CLM | Automotive Precision Machining | ISO 13225 |
| Fowler Trimos | V3 Electronic | Medical Device Manufacturing | ISO 13225 / VDI 2617 |
| Starrett | 252 Height Transfer | Metrology Laboratory Standards | ASME B89.1.8 |
| TESA | Micro-Hite 600 | Heavy Equipment Quality Control | ISO 13225 |
Critical Requirements for an ISO 17025 Accredited Calibration Certificate
An accredited calibration certificate must contain specific metrological data to satisfy international quality auditors. This document serves as legal and technical proof that your dimensional measurements are accurate. Therefore, understanding the core components of a valid certificate is vital for quality managers.
First, the certificate must prominently display the accreditation logo of the certifying body, along with the laboratory’s unique accreditation number. This logo proves that the facility has undergone independent assessments of its technical capability.
Second, the document must present “As-Found” and “As-Left” measurement data. The “As-Found” data shows the instrument’s status when it arrived, while the “As-Left” data shows its status after adjustments. This comparison is critical for evaluating whether previously manufactured parts were affected by measurement drift.
Finally, a valid certificate must contain a clear statement of traceability to national standards. It must list the specific calibration standards used during the test, along with their active certificate numbers. This information ensures that the chain of custody for accuracy remains completely unbroken.
FAQ: Common Questions on Height Gage Maintenance & Calibration
Can we use steel gage blocks to calibrate a height gage used on a granite surface plate?
Yes, you can use steel gage blocks, but you must strictly control the room temperature during the test. Because steel and granite have different coefficients of thermal expansion, temperature variations will introduce dimensional errors. Therefore, stabilizing the environment at 20 °C is critical.
What should I do if my Mitutoyo height gage fails calibration?
If your instrument fails calibration, you must immediately isolate it to prevent further production use. Next, check for obvious physical issues, such as dirt on the base or loose probe mountings. If the error persists, send the unit to an accredited laboratory for repair and adjustment.
Is onsite calibration as accurate as laboratory calibration for height gages?
Onsite calibration can achieve comparable accuracy if the service provider maintains strict environmental controls. The technician must ensure that the mobile setup is isolated from vibrations, drafts, and temperature spikes. However, for extremely high-accuracy standards, laboratory calibration remains the preferred method.
Why does temperature affect height gauge calibration?
Temperature fluctuations cause physical materials to expand or contract, altering the dimensions of both the instrument and the reference standards. Even a minor shift away from the standard 20 °C reference temperature will introduce measurement uncertainty. Consequently, accurate climate control is essential for maintaining consistent metrological baselines.
What is the standard calibration interval for digital height gages?
The standard industry recommendation for calibrating digital height gages is twelve months under normal operating conditions. However, you should shorten this interval if the instrument is subjected to high-frequency usage or harsh workshop environments. Regular interval reviews help prevent measurement drift between service cycles.
Request an ISO/IEC 17025 Accredited Height Gage Calibration Quote
Maintaining precise dimensional accuracy requires regular, professional equipment verification. Our state-of-the-art metrology laboratory provides complete ISO 17025 dimensional calibration services for all major brands, including Mitutoyo, Mahr, and Fowler. Whether you require on-site services or rapid in-house turnaround, our expert technicians are equipped to support your compliance needs.
To prevent measurement drift and ensure your equipment meets all international quality standards, reach out to our team today. Our experts will assist you with customized calibration cycles, technical advice, and comprehensive documentation to keep your production line running with absolute precision.
Please contact our technical sales team for an accredited calibration quote tailored to your specific metrology equipment.
